
 发布内容
发布内容













算力时代的散热新解,铜包金刚石3D打印
英伟达最新的B200芯片,一张卡的功耗超过千瓦。
机柜整整齐齐塞下去,发热量相当于一台小型燃气轮机。
液冷在用,浸没式在试,但真正卡住下一代AI算力堆叠的,不是算力芯片本身做不出来,是热散不出去。
延伸阅读:AI数据中心爆发前夜:散热是3D打印未来十年的核心增量
谁能把芯片背后那块巴掌大的散热基板做得更薄、更导热、更耐冷热循环,谁就拿到了AI算力时代的入场券。
而这件事的最优解,材料圈的答案是:
铜加金刚石。
为什么是铜加金刚石
铜的导热性,大家熟。但和金刚石比,差着好几倍。
金刚石的导热率远高于铜,更关键的是金刚石的热膨胀系数极低,受热几乎不变形。
芯片在工作时温度反复升降,如果散热基板和芯片的膨胀步调不一致,焊层会被反复撕扯,几年下来芯片易废。
把铜和金刚石复合到一起,理论上就是既能高效抽热,又不会因为热胀冷缩把芯片焊层搞裂。
这个组合被散热圈称为最佳。
激光二极管模块、IGBT功率器件、5G毫米波器件、卫星热控。
几乎所有热密度顶不住的场景,都在等铜-金刚石能用得起、做得出复杂形状的那一天。
但这一天迟迟没来。
卡了几十年的死结
不是没人尝试。
压制烧结、热等静压、火花等离子烧结、液态金属浸渗,粉末冶金能用的招数全用过。
问题是这些工艺做不出复杂形状。
圆饼能做,方块能做,有限的几种模具浇出来的几何能做。
但带内部冷却流道的散热基板做不了,梯度孔结构的冷板做不了,贴合芯片背面的异形件也做不了。
那直接3D打印呢?
激光粉末床熔化(LPBF)本来就是给复杂结构准备的工艺。
但金刚石和这个工艺天然八字不合。
激光打到金刚石上,大部分能量直接穿过去。
金刚石对激光几乎是透明的。
剩下被吸收的那点能量,又被金刚石超高的导热率瞬间抽走,周围的铜根本来不及形成稳定的熔池。
再加上局部温度一高,金刚石表面会石墨化,材料还没成形就先被烧毁了。
一边是界面好但形状不自由,一边是形状自由但根本打不动。
这个二选一,卡了行业很多年。
而且事情比表面上看起来还棘手。
金刚石难打的另一面,是铜也极难打。
LPBF工业上主流用的是1064纳米左右的红外激光。
这个波长打到纯铜上,超过90%的能量被直接反射走,剩下不到10%被吸收。
激光器要烧到很大功率才能勉强让铜熔化,熔池还极不稳定,飞溅、孔洞、变形是家常便饭。
这也是为什么纯铜LPBF直到最近几年才靠绿激光、蓝激光开始做出商用方案。
也就是说,铜-金刚石这个组合,把LPBF领域两个最难加工的材料凑到一起了。
一个对激光几乎透明,一个对激光几乎反射。
按常识,这种组合应该比单独打任何一个都难得多。
但这次反过来了,两个材料凑到一起,反而打通了。
英国团队的破局思路
关键在于组合。
如果还是把铜粉和金刚石粉混在一起去打,那是两个难叠加,更难。
但如果把铜变成金刚石的外衣,事情就反过来了。
英国Wolverhampton大学一个叫Robinson的团队,联合两家英国公司。

一家做金刚石硬涂层的Diamond Hard Surfaces,一家做增材分析的Additive Analytics。
在今年3月发表的论文里,正是这么做的。
他们的破局点不在打印机,在粉末本身。
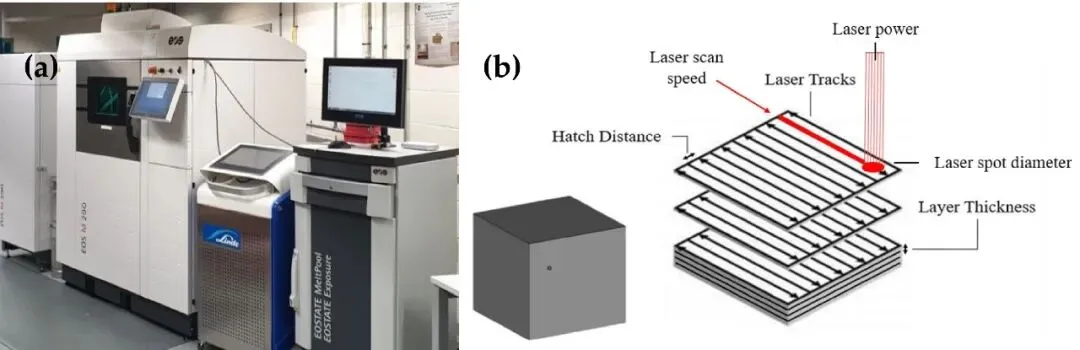
研究使用的EOS M290工业级LPBF设备
思路是,既然激光直接打金刚石打不动、直接打铜又打不稳,那就让激光只打铜壳,让铜壳去包金刚石。
这里有个微妙的物理事实。
纯铜对激光的反射率虽然高,但当铜形成几微米厚的薄壳、再附着在金刚石表面时,吸收率反而会上升。
一方面薄壳的多次反射增加了能量驻留,另一方面金刚石作为基底的高导热把铜壳快速加热到熔点附近,进一步降低了反射率。
也就是说,铜壳+金刚石核这个结构,不仅没有把两个难叠加,反而互相抵消了对方的难。
激光稳定地被铜壳吸收,金刚石被铜壳保护,铜壳又因为金刚石的存在变得更好驾驭。
他们用一种叫SPS(火花等离子烧结)的预处理工艺,给每一颗金刚石颗粒包了一层5到12微米厚的铜壳。
原本是金刚石粉和铜粉混在一起,变成了每颗都是铜壳裹金刚石核的复合粒子。
激光打过去,先打到铜壳上。
铜壳熔化后再去包裹金刚石核,中间最剧烈的相变和热冲击被铜壳缓冲掉了。
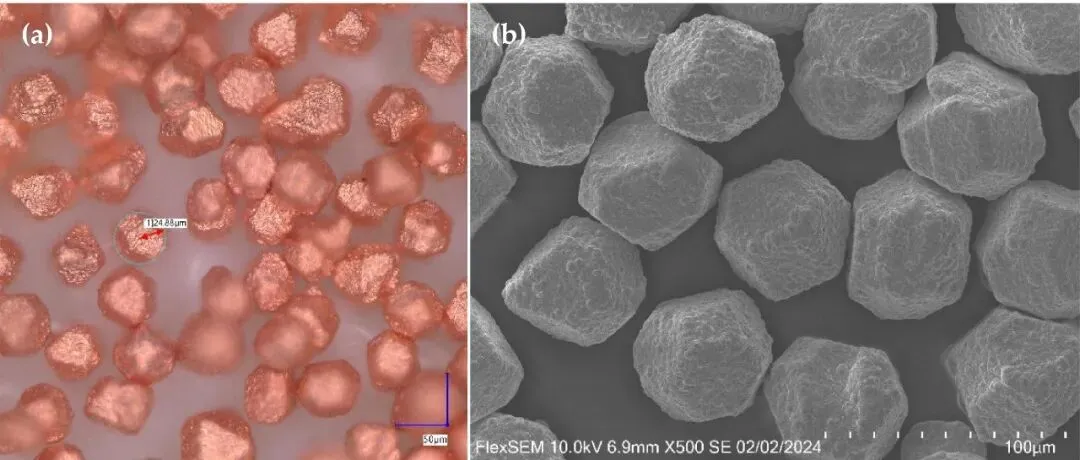
铜包金刚石粉末的电镜照片,每颗粒子都是金刚石核被致密铜壳完全包覆,粒径63-80微米,可以直接上工业打印机
这一步看似只是粉末预处理,其实是把传统烧结的好界面和3D打印的形状自由缝合到一起的关键工程。
后面所有打印实验,都建立在这个粉末基础上。
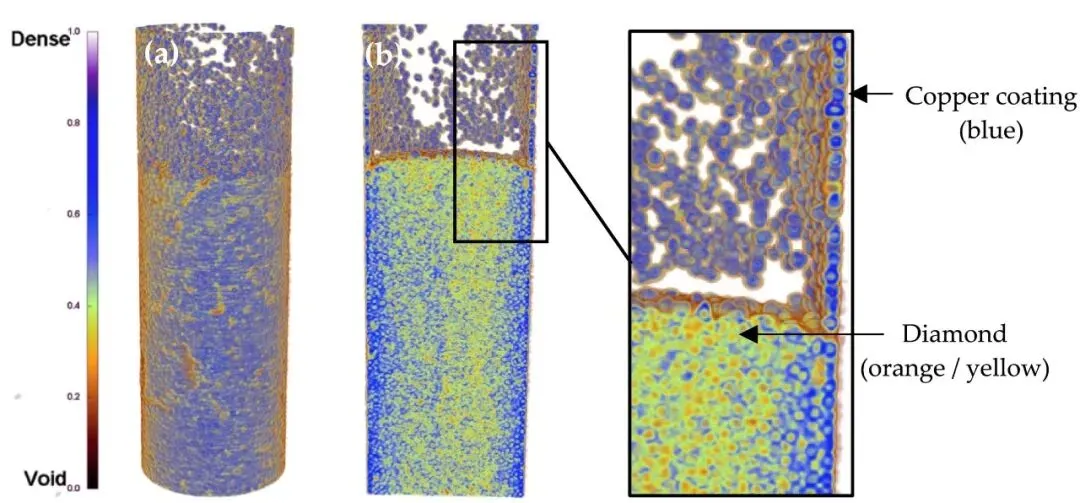
粉末的X射线断层扫描,蓝色是致密铜壳,黄橙色是金刚石核,内部孔隙小于2%
工艺窗口窄,但可控
粉末解决了,接下来是把激光参数调到对的位置。
团队跑了15组单道实验,激光功率、扫描速度反复搭配。
最后画出来的工艺窗口:
能量密度150到220 J/mm³是稳定区,熔道连续、孔隙率低于2.5%。
低于这个区间,熔池能量不够,铜变成一颗颗小球散在表面,不连续。
高于这个区间,铜被局部蒸发,熔池表面出现暗化和小坑。
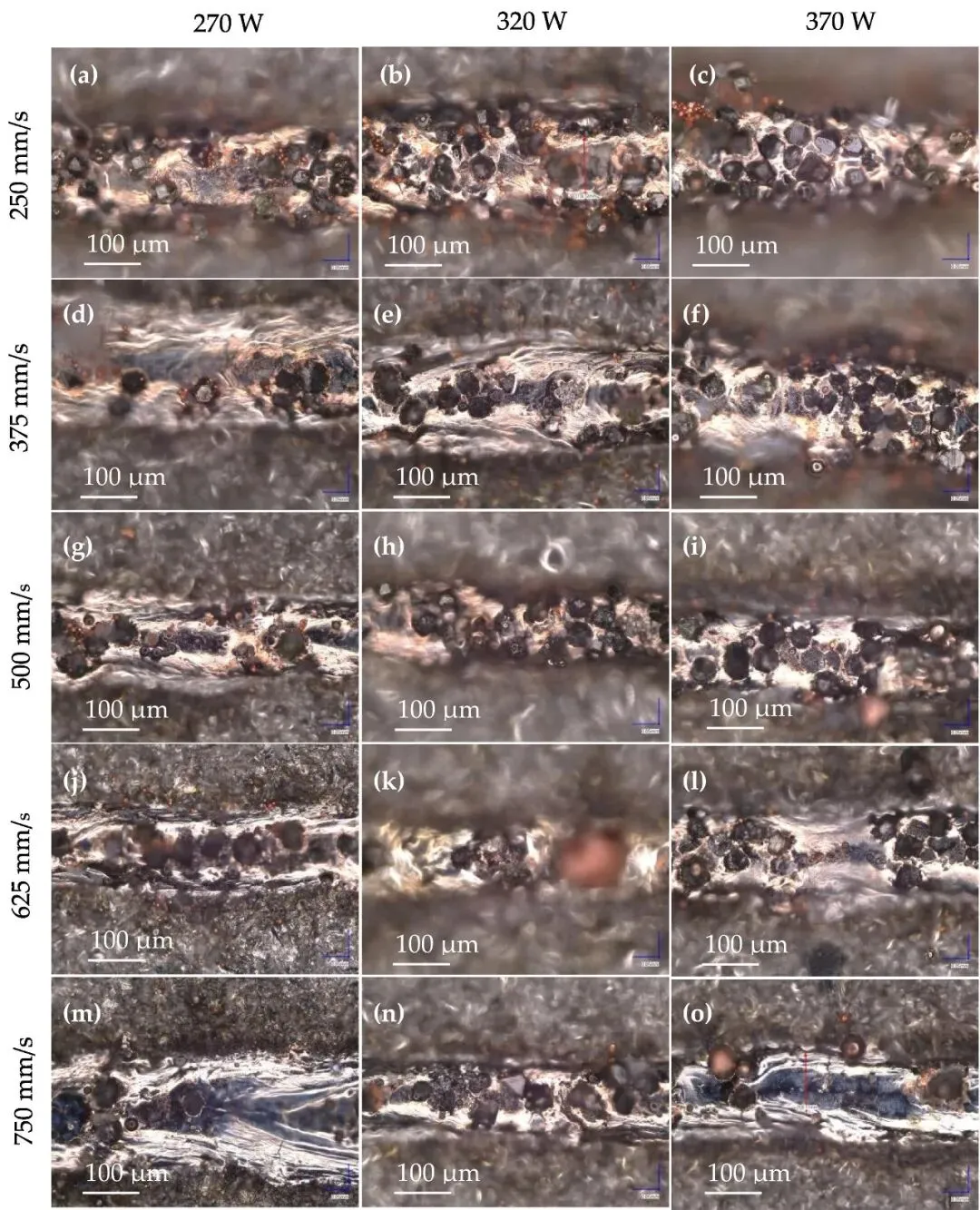
不同参数下的15组单道照片:中间一行是稳定窗口,上下两端是过烧和欠熔。
这张图将是大家上手这个工艺时最实用的参考
下面这图表明能量越高、熔道越宽越深,但变化趋势很规整,意味着工艺可预测性好。
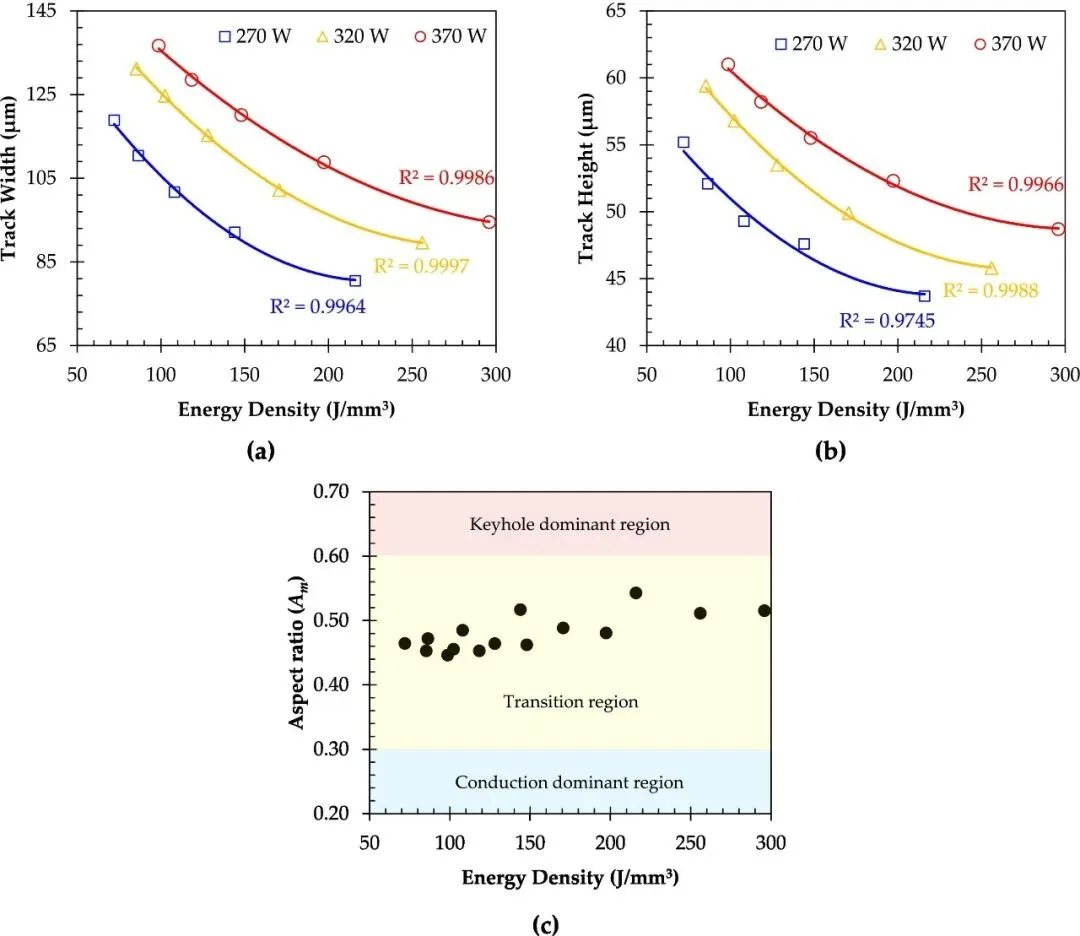
能量密度和熔道几何的关系
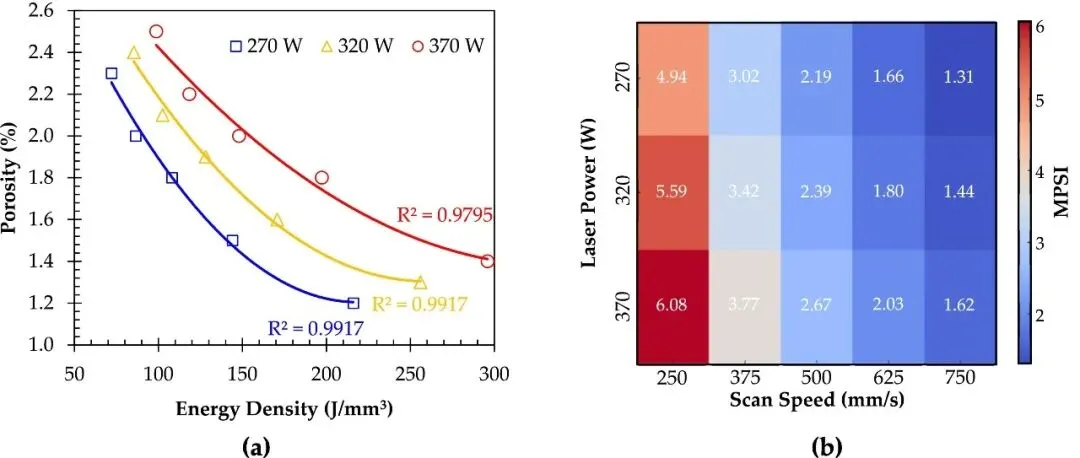
孔隙率随能量密度的变化
中间能量区孔隙率最低,对应最稳定的工作状态。
到这一步,论文的第一个目标已经完成。
铜包金刚石可以稳定地用LPBF打印了。
但真正让这篇论文变得有趣的,是接下来发生的事。
意料之外的新发现
单道走通后,团队按惯例做多道叠加实验,模拟真实零件成形。
在能量密度113到141J/mm³这个非常窄的区间里,他们看到了一个完全没预料到的东西。
熔池表面长出了一张多边形的金属网。
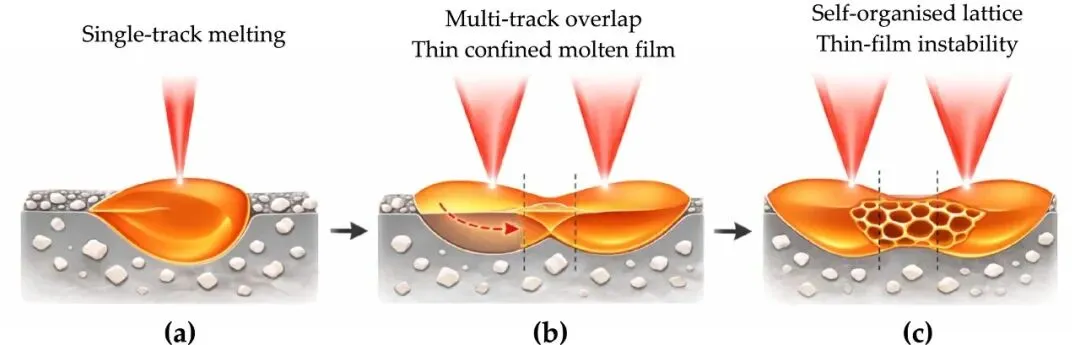
多道熔池里薄膜失稳的示意:相邻熔道之间会被夹出一层微米级的铜薄膜,这层薄膜在凝固瞬间自己破裂重组,织成网状结构
不是裂纹,不是孔洞,是一张规则的、几何上有周期性的多孔晶格。
孔径0.5到2微米,韧带粗0.2到0.8微米,均匀地铺满整个熔道表面。
论文作者明确指出,这种结构在LPBF领域从未被报道过。
下图是20组多道实验的形貌矩阵:
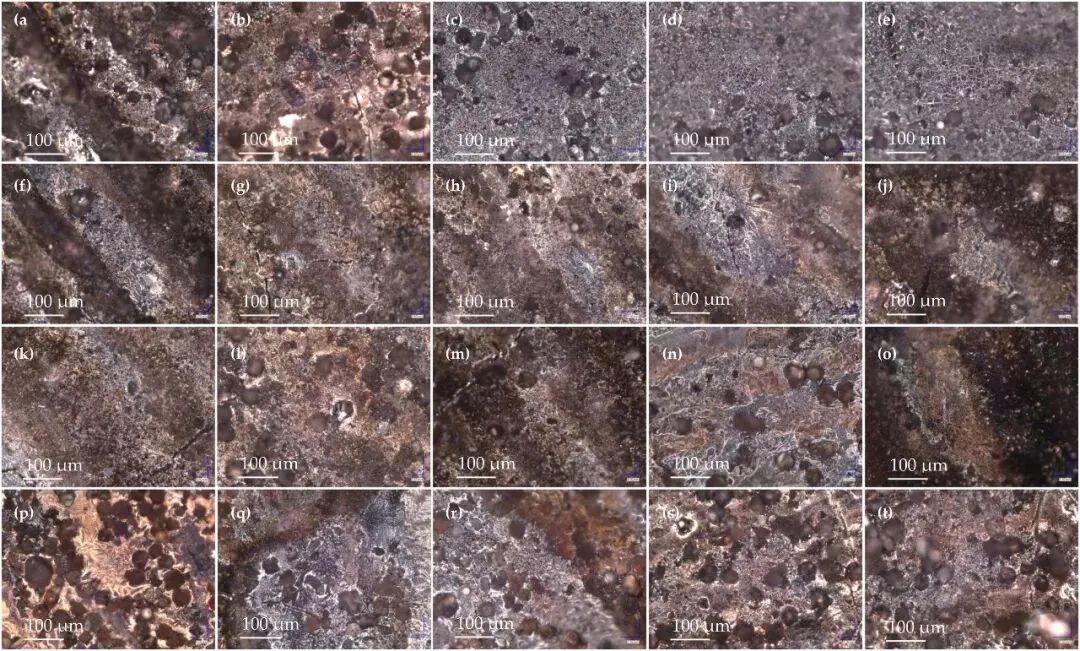
中间那几格(113-141 J/mm³)就是金属网出现的窗口,其他参数下都看不到这个现象。
再细看:
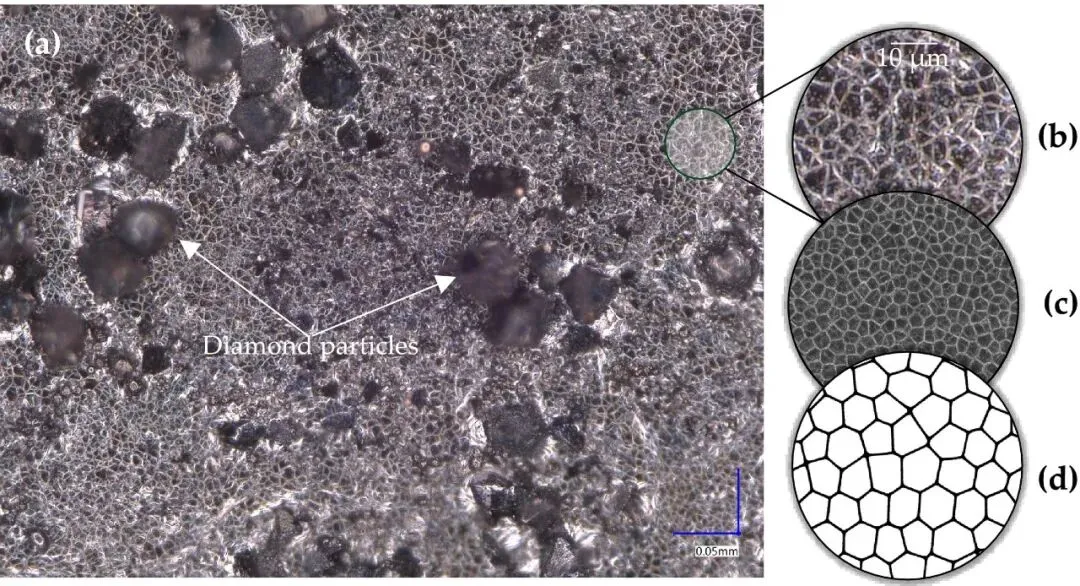
从光学显微镜下的实物,到示意图,多边形蜂窝结构清晰可辨。
更关键的是,单道实验里,即便能量密度落在同样的区间,这种网也没出现过。
它必须靠多道叠加。
当激光扫完一道、再扫旁边一道时,两道熔池之间会被挤出一层薄薄的、微米级的铜膜。
这层膜在凝固瞬间,因为表面张力的作用,自己破裂、重组,织成了一张几何规则的网。
这个过程发生在极短的时间窗口内。
慢一点,网会粗化合并成普通铜面;快一点,膜还来不及形成就凝固了。
团队用一套基于经典薄膜失稳理论的物理模型,把这张网的尺寸和打印参数之间的关系算清楚了。
薄膜越厚、冷却越慢、表面张力越大,网的孔径就越大;反之就越小。
意味着可以按需调参,想要多大孔径就打多大孔径。
下图是五种形貌区的工艺地图:
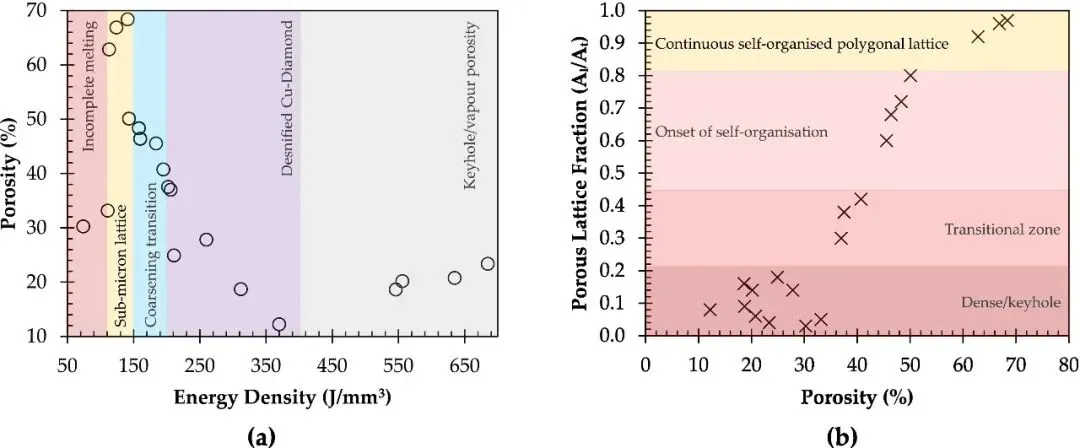
能量密度从低到高,依次出现欠熔、自组织晶格、晶格粗化、致密化、过烧多孔五个区。
再看散热的新解到底新在哪
绕了一圈,回到最开始的问题。
AI算力时代散热卡到底卡在哪,这套工艺到底解了什么。
第一个新解,是形状自由。
铜-金刚石这个材料组合存在了几十年,但一直被困在简单几何里。
这次的突破,让这个材料终于可以做成带内部流道、梯度结构、局部可调孔隙的复杂热管理部件,论文原文明确提到的几种结构能力。
第二个新解,是一料两用。
同一套粉末、同一台设备、同一个工艺,调高能量密度,得到致密的散热板;
调到那个窄窗口里,得到亚微米多孔的金属网。
前者解决AI芯片背后那块基板的导热问题,后者本身就是热管和均热板内壁那层毛细芯。
基板和毛细芯,原本是散热系统里两个独立做、再装到一起的部件。
现在理论上可以用同一台机器、同一种粉末,把基板和毛细结构在同一个零件上一次打印成形。
基板部分用稳定窗口的参数、毛细部分切换到那个窄窗口的参数。
第三个新解,是商业模式的新可能。
三方协作里,Diamond Hard Surfaces负责金刚石原料和表面处理,Additive Analytics负责工艺分析和参数优化,大学负责基础研究。
粉末方法和多孔结构生成方法都已经申请了英国专利保护。
论文之外,能感受到这是一条已经在搭建的商业化路线组合。
或许,粉末本身可以单独卖给做散热的企业,工艺参数可以授权,最终的散热模组可以直接做成产品交付。
写在最后
铜+金刚石3D打印能不能完全解决AI算力时代的散热卡点,这个问题现在还没有答案。
但这篇论文做了三件事:
把打不了变成能打,把不复杂的结构变成能做复杂结构,再顺手把导热基板和毛细芯两件事一起做了。
散热这件事,从来不是某一个参数突破就能解决的。
它是一连串妥协的总和,成本、形状、热阻、寿命、产能、可制造性,全要平衡。
这个研究至少表明铜+金刚石材料终于可以用3D打印继续推进了。
下一步是能否工程化,我们将继续关注。
关于本文
这是AM易道对一篇严肃学术论文的解读,AM易道做了转译和延伸解读,实验数据严格来自原文,但大量应用、产业判断和部分类比表述属于AM易道自己的理解。
建议读者阅读研究原文:Robinson 等,《Process driven self-organisation in laser powder bed fusion of copper coated diamond》,Diamond & Related Materials 165 (2026) 113591。
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道