
 发布内容
发布内容













深度 | 金属3D打印的红光与绿光之争
一束打不进去的光
要理解这场争论,必须从最底层的一条曲线说起:
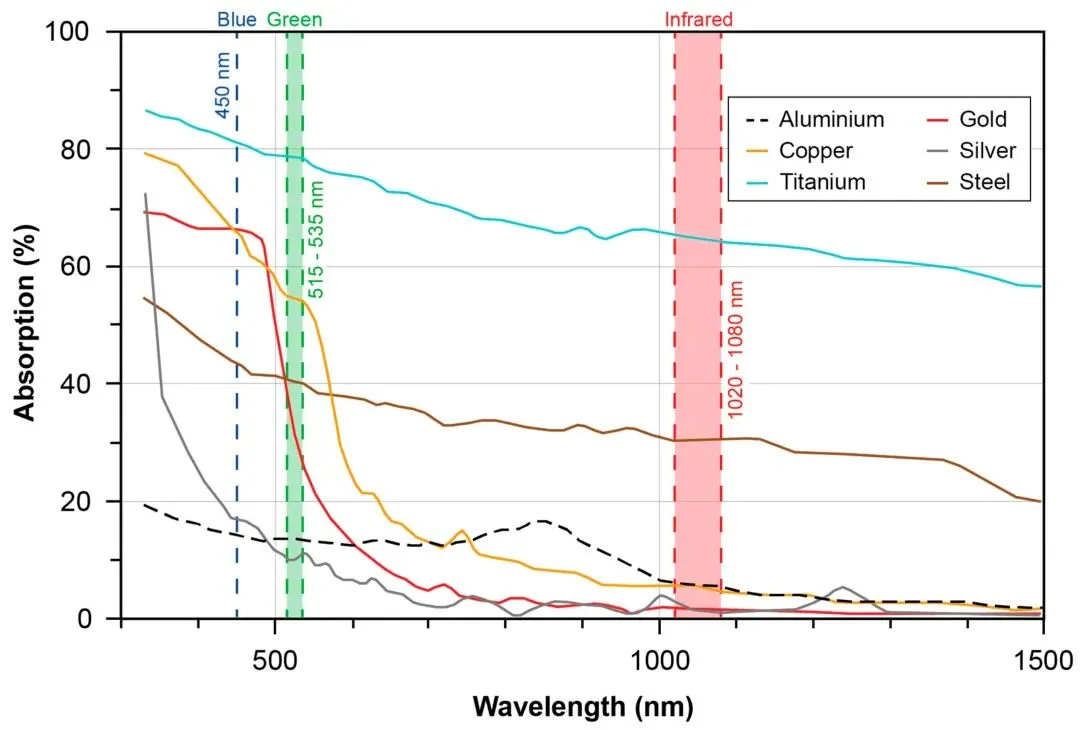
金属对激光的吸收率,是波长的强函数。
铜、银、金、铝这一类材料,在近红外波段是出了名的高反射体。
工业光纤激光和碟激光最常见的发射波长落在1微米附近(即1064至1080纳米,业内俗称红光),而纯铜在室温下对这一波段的吸收率很低。
光滑抛光表面的吸收率只有约2%,这一数值在多篇文献中被反复引用。
MDPI《Materials》2023年第16卷一篇关于石墨涂层提升铜熔合效率的研究即直接写明铜固态吸收率约为2%。
考虑到粉末床表面的多次散射与氧化,工程实际中的有效吸收率通常落在5%到20%之间。
AIP《Journal of Laser Applications》2024年第36卷一篇环形光斑论文明确给出近红外下铜吸收率仅5%至20%。
换句话说,绝大部分激光能量被反射,加工效率极低,而被弹回的高能激光还会反过来损伤激光器与光学系统。
短波长改变了一切。
当波长缩短到515纳米或532纳米的绿光波段,纯铜的吸收率跃升至约40%。
法国PIMM实验室Nordet等人发表于《Optics and Laser Technology》(2022年,第147卷论文)的积分球实测研究指出,绿光波长下铜的固态吸收率介于约40%到60%之间。
若进一步缩短到450纳米的蓝光波段,吸收率可达约60%以上。
《Metals》(2024年第14卷)的综述给出的数值是铜对绿光约54.5%、对蓝光约65.2%。
这条吸收率随波长缩短而在可见光蓝绿端陡然抬升的曲线,是整个红光与绿光之争的物理地基。
值得提醒的是,这条优势曲线对铜成立,对铝却几乎不成立。
同一份综述指出,铝对绿光和蓝光的吸收率都只有约13.5%,绿蓝两端几乎没有区别。
换光的红利高度集中在铜、银、金这类近红外强反射的材料上,这一点决定了波长之争的主战场为何始终围绕铜展开。
《Metals》绿蓝激光综述(金属吸收系数对波长图)
决定胜负的维度
如果故事到此为止,那不过是绿光吸收率更高、所以更好用而已。
真正让这场争论分出层次的,是一个更微妙也更具决定性的现象:
吸收率随温度(也就是随固液相变)变化的方向,红光与绿光恰好相反。
对绿光而言,铜从固态熔化为液态时,吸收率不升反降。
发表于《Materials Letters》(2020年,论文题为通过表面结构化提升铜激光可焊性)的研究给出了精确数值:
在515纳米波长下,铜的吸收率从室温的42%下降到熔点处的25%,并指出这源于带间跃迁效应固有的负温度系数。
前述PIMM实验室的实测也印证了同样的方向,绿光下铜液态吸收率约为25%到50%。
对红光而言,方向正好掉转。
铜一旦熔化,对1064纳米的吸收率会突然抬升。
这一跳升幅度在不同文献间存在分歧,理论计算值甚至更高;
而发表于《Journal of Materials Engineering and Performance》的积分球研究测得液态纯铜在1064纳米下仍反射约九成以上、对应吸收率仅约6%。
数值虽不统一,但定性结论一致。
红光下铜的能量吸收在熔化瞬间是突然增强的。
研究在还点明了这一非对称的根源(援引发表于《Metals》2022年第12卷的研究):
铜对绿光与蓝光的吸收率在熔化时下降,而对近红外的吸收率在熔化时骤增。
这个方向上的差异,工程含义极其深远。
红光路线下,局部一旦熔化,吸收率骤升,吸收的能量随之暴涨,熔深与熔池行为变得难以预测,极易在匙孔模式下卷入气孔,工艺参数的可用窗口因此被压得很窄。
绿光路线下,熔化后吸收率反而回落,等于给熔池装了一个自稳定的负反馈,整个过程更接近钢铁等常规金属,工艺窗口宽得多。
这正是绿光在纯铜上工艺窗口更宽的原因,它的长处不在于能不能把铜打致密,而在于打的过程更稳、窗口更宽、更易重复。
不过这份工艺上的从容并非没有代价,它要用远高于红光的器件成本来换,后文会展开;
其二,红光面对先天的吸收率劣势也并非束手无策,有一套办法把这一课补回来。
绿光的登场
绿光铜加工的学术源头,要追溯到德国的弗劳恩霍夫激光技术研究所。
这家研究所自上世纪九十年代中期起就是激光粉末床熔融技术的策源地之一。
2017年,他们在法兰克福的formnext展会上公开了一个名为绿色选区激光熔化的项目,思路是用绿光替代红外,以期获得更均匀的熔池动力学、更高的致密度和更精细的分辨率;
由于当时市面上没有满足条件的绿光源,研究所决定自建光源。
而把绿光从实验室推向工业产品的先锋,是德国通快(TRUMPF)。
其核心器件是一台名为TruDisk 1020的激光器,它基于掺镱钇铝石榴石薄盘平台,采用腔内倍频技术,发射515纳米连续激光,最大输出功率1千瓦。
通快在其技术白皮书中特别强调,碟片激光腔内倍频之所以稳健,是因为它不需要像高功率光纤激光倍频那样额外的外部谐振增强腔,方案因此简单可靠。
通快把这台激光器集成进小幅面的TruPrint 1000打印机(成形缸为直径100毫米乘高100毫米),替换掉标配的200瓦光纤激光,把光束聚焦成直径200微米、能量呈平顶分布的光斑,由此形成了TruPrint 1000绿光版。
这台机器在纯铜上的数据,(虽然通快退出了增材业务)至今仍是绿光路线的标杆之一。
根据通快白皮书(作者Wagenblast、Myrell、Thielmann、Scherbaum与Coupek,2020年),纯铜Cu-ETP(铜含量大于99.9%,氧含量小于0.04%)可做到致密度99.9%,电导率经涡流法测得101%IACS(对应约5.8乘10的7次方西门子每米)。
白皮书称,据其所知在当时,如此高的致密度与电导率组合此前从未在粉末床熔融制造的铜件上被发表过。
力学性能方面,水平方向抗拉强度约235兆帕、屈服强度约138兆帕、断后伸长率57%,与软退火态铜相当。
成形速率上,追求100%IACS时为每小时8立方厘米,若接受95%IACS可提速到每小时16立方厘米。
换到铜合金CuCr1Zr,致密度同样达99.9%,成形速率每小时17立方厘米,经沉淀硬化热处理后抗拉强度可达470兆帕、屈服强度383兆帕、伸长率26%。
白皮书还给出了应用实证,一个叉形感应加热器能承受10bar水压,9小时10分钟可打印3件;
一个用于大功率电子器件散热的换热器,壁厚低于1毫米,15小时打印5件。
需要说明的是,上述厂商数据多源自企业白皮书,未必经独立第三方逐项复现;另外101%IACS略高于100%,并非测量出错,而是现代高纯铜本身优于1913年设定的国际退火铜标准基准所致。
除了已退出增材业务的通快之外,IPG、我国的公大、锐科、大族等激光企业据公开信息均有绿光方案。

同一个擂台,一千瓦对一千瓦
很多时候公开信息的叙事(包括我们自己在内)容易让人以为绿光已经取代红光,但要把两条路线放在公平的天平上,必须让它们在相同功率下硬碰硬。
这件事,由法国Arts et Métiers的PIMM实验室Nordet、Gorny、Coste、Lapouge、Effernelli、Blanchet与Peyre等人完成,成果发表于《Progress in Additive Manufacturing》。
这是学界首次用两台均为1千瓦的连续波激光,一台绿光、一台红光,在同一实验框架下对比打印纯铜。
核心发现有三点。
其一,红光高斯光束与绿光平顶光斑都能把致密度做到99.5%以上,这说明红光在足够高的功率下同样能把铜打致密。
其二,但绿光的工艺参数窗口明显更宽,生产率更高,这恰好印证了前一节那条自稳定负反馈的机理。
其三,制件呈柱状晶、沿成形方向呈现小于110的织构,位错密度约为每平方米10的15次方,电导率最高测得95%IACS。
这个结果之所以关键,在于它把争论从能不能做,精准地校准到了稳不稳、快不快。
在足够的功率下,红光与绿光都够得着纯铜的性能上限,差别不在天花板,而在通往天花板的那条路,绿光的工艺窗口更宽、更容易重复,红光则需要更精细的参数控制来稳住熔池,两者各有侧重。
红光的三武器:高功率、匙孔与光束整形
绿光赢在工艺窗口的从容,红光则赢在成熟度、功率上限与成本,并且有三件武器把先天的吸收率劣势一一补回来:
高功率、匙孔多次反射,以及光束整形。
第一件武器是用匙孔的多次反射,把先天偏低的吸收率硬生生放大。
前述AIP《Journal of Laser Applications》(2024年,第36卷)的论文给出了清晰量化:
铜对近红外吸收率本为5%到20%,但一旦用高斯光束建立起深穿透的匙孔,激光在孔壁间反复反射,有效吸收率最高可升至53%。
靠着这一机制,红光也能做出致密度高、电导率高的铜件。
更引人注目的是,该研究进一步用三种环形光斑、在最高1300瓦功率下打印纯铜,做出了致密度高达99.77%、电导率高达101.62%IACS的样件。
这组数字说明,红光在纯铜上同样能逼近甚至触及绿光的质量天花板。
第二件武器是光束整形。
把光束从高斯改成环形,能显著稳住熔池、抑制飞溅。
代表性产品是nLIGHT的可编程光纤激光器,它能在毫秒级内把光斑从高斯切换到环形,光斑直径在85到210微米间可调,最高功率达1.2千瓦。
AMCM的M 290 FLX便搭载了两台这样的1.2千瓦激光;
据Sintavia于2025年2月发布的信息,这套双激光系统能在不损失功率与材料密度的前提下,把熔化直径放大到三倍以上,并能把最棘手的金属蒸气副产物显著削减。
第三件武器是材料侧与预热侧的工夫。
对铜粉做表面改性(例如形成一层金属铬或氮化铬)可提升近红外吸收率,相关思路已见于多项孔隙率研究;
高温预热则是红光路线的常规手段,部分预热系统可将基板加热到上千摄氏度,以降低进入液相所需的能量门槛。
红光阵营在2025年仍有高水平成果。
发表于《Scientific Reports》的一项研究采用1千瓦级红外系统打印纯铜,在优化条件下同时做到了高致密度与约100%IACS的电导率,且全程无可观测的光学元件退化或失稳。
研究还提炼出一条产业化可用的经验准则:
把体能量密度控制在约228焦耳每立方毫米附近,并保持足够的线能量密度,即可获得稳定的致密化行为。
这有力地证明了红光路线在纯铜上同样能逼近极限性能。

蓝光:更高的吸收率,更远的产业化
既然吸收率越高越好,那么吸收率约65%的450纳米蓝光,似乎理应是终极答案。
弗劳恩霍夫研究所与多家激光厂商都曾大力推进蓝光铜加工,日本学者也发表了多篇蓝光打印纯铜的论文。
最新的《International Journal of Advanced Manufacturing Technology》研究用440纳米蓝光、配合波长光束合成的直接二极管激光,在无需预热的情况下打印纯铜,于约270焦耳每立方毫米下做到了99.75%致密度。
但蓝光的产业化现实要骨感得多,瓶颈主要在光束质量。
蓝光二极管激光的亮度目前仍逊于绿光盘片激光与红外光纤激光,通快白皮书提到蓝光二极管的亮度尚不足以驱动振镜扫描,尽管这一指标随研发在持续改善。
光束质量上不去,就难以聚成细小光斑、难以高速振镜扫描,也就难以满足粉末床熔融对分辨率与效率的要求。
叠加蓝光在金属增材领域的商业化推进相对有限,蓝光至今未能形成红光绿光那样的规模化产品方案。
它在物理上吸收率最高,在工程上却暂时落在后面。
为什么是铜?电机、散热、火箭与射频
这场波长之争之所以牵动整个行业,是因为高纯度、高电导率铜部件的需求正在多个赛道同时爆发。
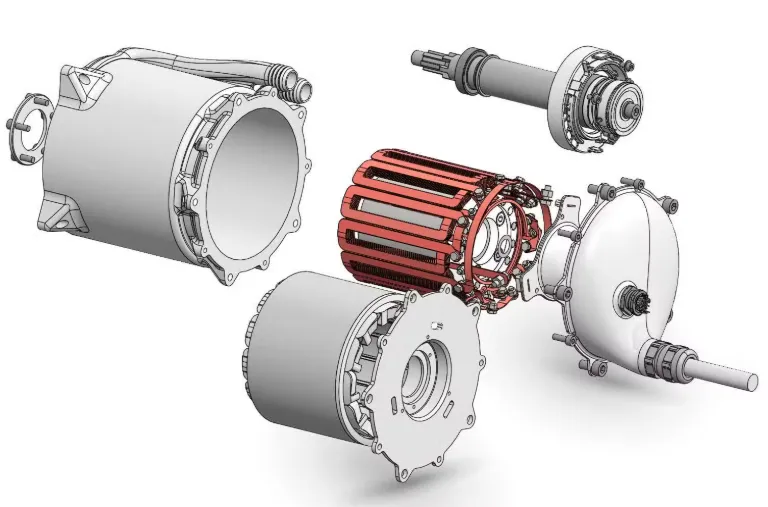
一是电机绕组与感应线圈。
德国Additive Drives用选区激光熔化打印铜发卡与单体线圈,让导体与槽形完美贴合,据报道,铜填充率可从传统圆线的约45%提升到约65%,电机输出功率最多提升45%;
感应加热线圈也是绿光铜打印最早落地的方向之一。
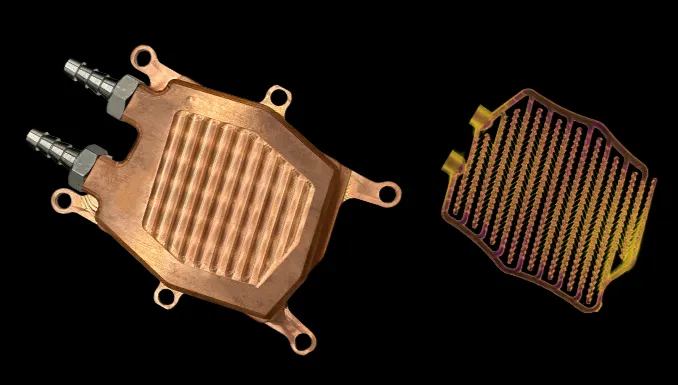
二是散热,眼下最汹涌的需求,我们也经常写。
人工智能把单机柜功率推过100千瓦,风冷已难招架,散热在数据中心的能耗占比常被指达到三到四成,成了算力扩张的真正瓶颈。
铜以顶级导热成为直触芯片液冷的首选材料,而只有增材制造才能做出传统机加工无法实现的随形微流道与拓扑优化翅片。
一例基于激光选区熔化的铜CPU散热器显示,相比传统工艺的翅片散热器,热阻可降低约55%;一些高功率GPU的铜冷板也已进入实际部署。
需要如实说明的是,当前一些数据中心铜冷板采用了电化学增材等非激光路线,但它们指向的是同样的对高性能铜散热件的渴求。
三是火箭发动机燃烧室,铜增材最具标志性的舞台。
原来我们分享过GRCop铜铬铌合金专为再生冷却燃烧室设计,这类应用几乎清一色走红光,因为用的是铜合金而非纯铜,吸收率本就更高,且更看重强度而非极致电导,红光的成熟与性价比更占优;

四是通信射频器件。
Johnson等人(《Progress in Additive Manufacturing》,2022年)用绿光选区熔化制造了工作于5吉赫的铜分形天线,印证了绿光打印复杂功能性射频件的可行性。
成本、产能与产业现实
抛开实验室里的性能比拼,产业化最终要回答三个朴素的问题:
成本、可靠性、产能。
而这三项,目前看,红光占明显的上风。
同等功率下,绿光激光器要远贵于红外光纤激光。
激光技术参考资料RP Photonics明确指出,相比近红外激光,绿光的单瓦成本要实质性偏高,只是在铜、金等高反射材料上,溢价常常物有所值。
成本高主要在两处。
其一是产生方式,绿光无法由激光二极管直接高效发出,必须先有一束1微米附近的基频激光,再经非线性晶体倍频转换成515纳米,这一步既要昂贵的非线性晶体,又对自由空间腔的对准精度提出苛刻要求,制造与维护都更复杂。
二是电光转换效率,红外光纤激光的整体效率通常在90%以上,而经倍频的高功率绿光,整体电光效率往往只有约15%到30%,这一区间见于相关高功率绿光光纤激光的技术文献。
这意味着输出同样的光功率要喂进更多电、配更大的冷却系统,再叠加供应商少、缺乏规模效应,绿光器从购置到使用的总成本被进一步抬高。
相比之下,红外光纤激光是工业环境里成熟且平价的激光工具,可长时间连续运行、维护少、寿命长,功率几乎没有上限。
对成本敏感、追求单位产能成本的量产场景而言,这份经济性本身是一项硬优势,也是红光至今稳坐产业主力的关键原因之一。
在产能扩展上,量产的关键是多激光并行。
红外激光能轻松实现四光、八光乃至更多束并行扫描,而绿光激光的多光束扩展案例较少,这使得大尺寸、大批量的场景几乎仍是红光的天下。
但国产阵营的路线选择给出了一个有意思的注脚:
设备厂商出现两头押注的情形,一边以红光作为主力机型的基础,一边也推出绿光技术方案,用以解决传统红光设备的痛点;
与此同时,国产连续绿光激光器在近年实现突破,为绿光设备的国产化补上了关键的器件一环。
这种红光打底、绿光补强的双线策略,说明两条路线在产业里是互补而非互斥的关系。
到底谁赢了?
把所有证据摆在一起,结论是清楚的。
显然这不是一场你死我活的取代战。
以AM易道视角,如果要的是纯铜、极致电导率,绿光是当下最优解,工艺窗口宽、致密度与电导率标杆领先。
如果要的是铜合金、大尺寸、多激光量产与成本可控,红光仍是基本盘,并正通过高功率、环光斑、粉末改性,步步为营。
而红光的高反问题,这需要优秀的增材企业从设备端考量来解决。
至于蓝光,它在物理上吸收率最高,最新研究已展示出较为优秀致密度,因光束质量这道坎,产业化暂时落在绿光身后。
说到底,目前来看,选波长就是在工艺窗口与器件成本之间做权衡,没有放之四海皆准的标准答案。
这场红光与绿光之争,从流量优先的角度,我们当然愿意直接辩论哪种激光更强。
但我们实际看到的是同一道工程难题下两种同样成立的哲学。
在物理最优与工程可行之间、在性能与成本之间、在老问题与新解法之间,从来没有免费的答案,只有最贴合当下需求的经典权衡。
声明:本文并非严谨的产业研究报告或学术综述。文中数据与论述多引自公开论文、厂商资料与公开报道,受限于资料的可得性与AM易道产业经验,部分引用、数据或判断难免存在疏漏,也可能与最新的产业情况不尽相符。若有错漏或不同见解,诚挚欢迎读者在评论区指正、补充,我们会及时核实与更正。
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道