
 发布内容
发布内容













分水岭约1万件:3D打印在小批量多品种生产中增材制造与注塑成型成本的经济博弈
近日,一项发表于《国际精密工程与制造-绿色技术杂志》的同行评议研究为增材制造的经济性提供了新见解。这项由成均馆大学机械工程学院Ji Yun、Minsung Kim和Brian Jun Lee开展的研究指出,在低产量、高混合度的生产场景中,增材制造在经济上已能与传统注塑成型竞争。
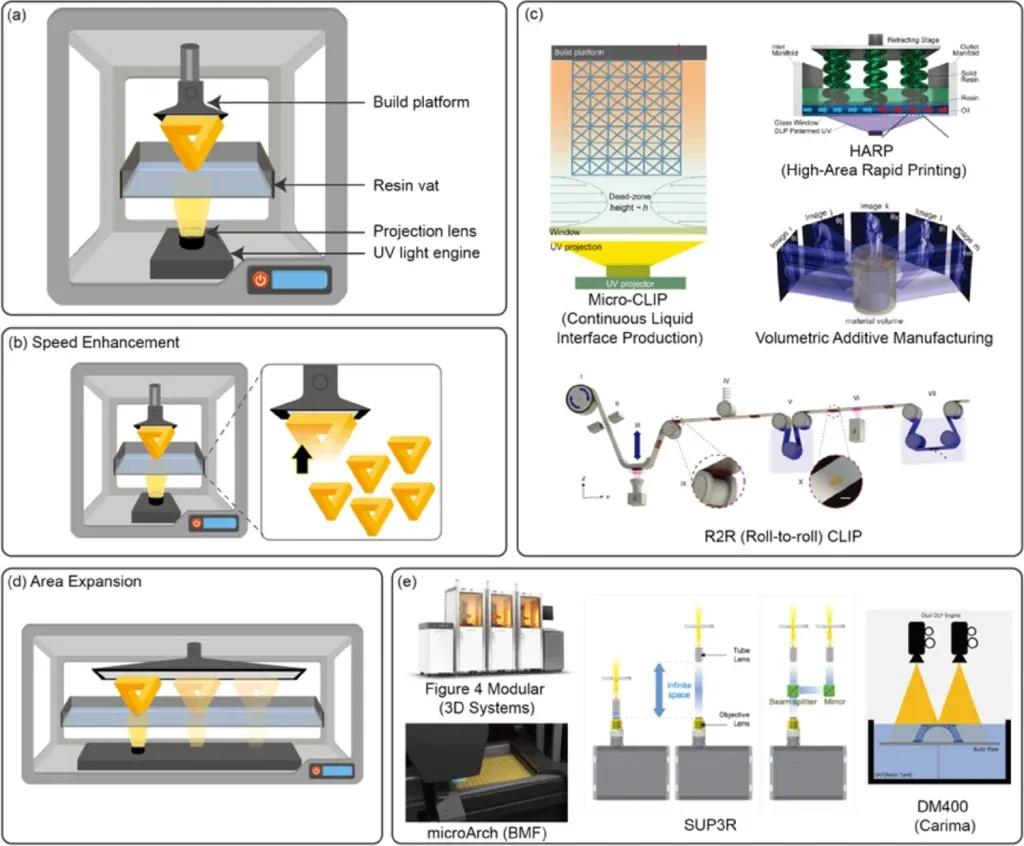
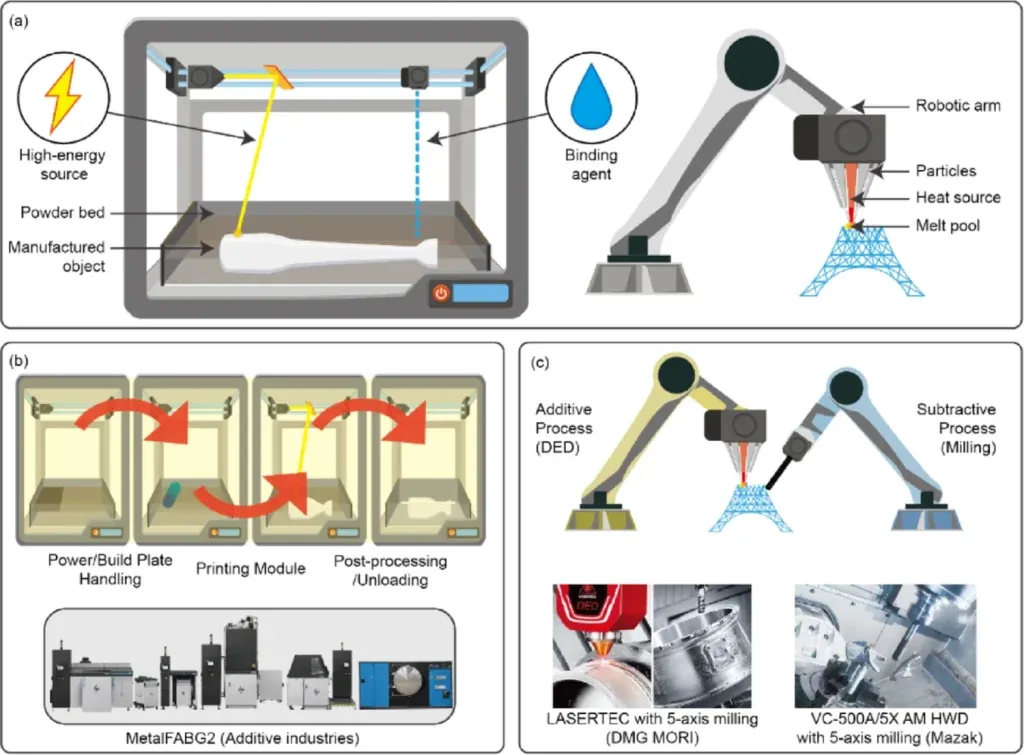
该研究旨在评估3D打印技术能否通过其可衡量的生产率、成本控制及生产灵活性优势,来弥合大规模生产与大规模定制之间的鸿沟。研究人员依据ISO/ASTM 52900标准,对五类主流增材制造工艺进行了系统评估,包括材料挤出、光聚合、粉末床熔融、粘结剂喷射和定向能量沉积。
在基准测试中,研究团队以一个30毫米见方的实心立方体为标准零件,对比了不同工艺的生产率。结果显示,假设采用八腔模具且循环时间为15秒,注塑成型每小时可生产多达1920个零件。相比之下,各增材制造工艺的单批次生产率显著较低。
具体而言,材料挤出工艺每小时生产约7.43个零件,在连续生产120小时的场景下,生产率可达每小时7.23个零件。光聚合工艺每批次每小时可生产7.62个零件,连续生产模式下则提升至每小时14.00个零件。粘结剂喷射技术每批次每小时生产5.30个零件,但在具备充足后处理设施的理想连续工作流中,生产率可跃升至每小时32.25个零件。粉末床熔融工艺每批次每小时生产4.42个零件,连续操作下为每小时9.47个。
研究引入了一个关键指标——“有效每小时零件数”(EPPH),该指标综合考量了预处理、打印及强制性后处理所耗费的总时间。例如,使用如Desktop Metal P-50这样的金属增材制造系统,打印过程可能只需约4小时,但后续的烧结、冷却和清粉等后处理步骤可能额外需要长达36小时。
在成本分析方面,研究设定了设备寿命为2万小时,并将人工和运营的综合成本定为每小时40美元。对于注塑成型,其成本构成包括一台15万美元的机器和一个8万美元的模具,初始总投资为23万美元。计算显示,当产量为1000件时,单个零件的成本高达80.17美元;但当产量达到10万件时,得益于规模经济效应,单件成本急剧下降至0.97美元。而增材制造的单个零件成本则保持相对恒定,不随产量大幅波动。根据同样的模型计算,光聚合工艺的单件成本为10.67美元,粉末床熔融工艺则为7.96美元。
关键的盈亏平衡分析揭示,注塑成型与增材制造的成本交叉点位于生产10,263个相同零件时。当生产数量超过这一阈值时,注塑成型更具经济性;而低于该数量时,增材制造则展现出成本竞争力。研究进一步指出,当引入多种设计变体时,经济模型会发生显著变化。例如,生产50种不同设计、每种200个零件,注塑成型将需要制造50套不同的模具,仅此一项成本就可能增至约400万美元。相比之下,增材制造无需更换任何工装夹具,其跨不同设计变体的单件成本能够保持不变。
研究也坦诚指出了增材制造当前面临的工艺限制。逐层制造的固有特性制约了生产速度,而追求更高分辨率(如更薄的层厚)通常会直接导致打印时间增加。金属粉末床系统还存在各向异性的机械性能、残余应力以及激光熔化过程能耗高等挑战。光聚合技术则依赖于光敏树脂,其制件的机械强度可能与热塑性塑料或金属存在差距。此外,后处理步骤在所有增材制造工艺中仍是不可或缺的环节,这带来了额外的时间和人力成本。
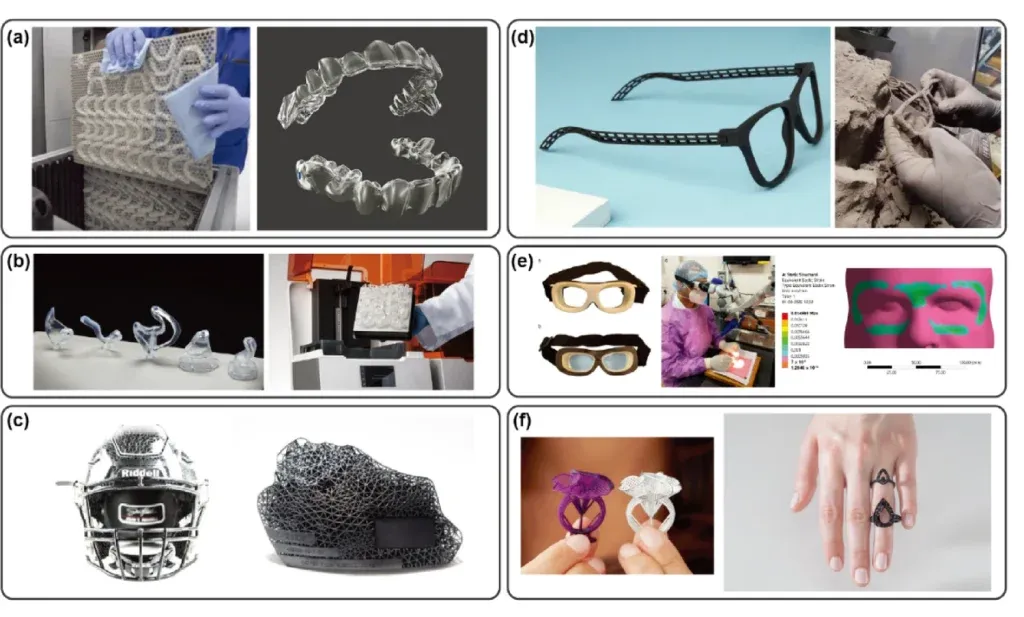
在应用分析部分,研究涵盖了医疗保健、消费品和分布式制造等多个领域。例如,患者专用的牙科矫正器、助听器和骨科植入物,其生产高度依赖能将数字扫描直接转化为可打印几何结构的增材制造技术。报告还提到,在COVID-19大流行期间,包括Formlabs和Carbon在内的公司曾利用SLA和DLP系统生产了数百万个鼻咽拭子。工业应用案例则包括德国铁路和美国通用电气利用增材制造技术进行维护备件和工装的按需生产。
该研究的结论表明,在标准化的高产率大规模生产中,注塑成型依然拥有明显优势。然而,在那些工装成本占据主导地位的高混合、低产量生产场景中,增材制造正凸显出其独特的价值。研究最后强调,通过优化连续工作流、扩大构建面积、采用更快的固化方法(如连续液界面制造技术)以及集成自动化系统,仍然是提升增材制造工业级生产能力的核心方向。
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道