
 发布内容
发布内容













双激光粉末床熔融新突破:无需热处理即可局部定制微观组织
作者,Michele Pavan,Materialise(一家3D打印软件公司)的研发工程经理
鲁汶大学(KU Leuven)的一个研究团队展示了金属增材制造行业多年来追求的目标,在构建过程中,无需依赖后处理热处理,就能在单个打印部件内局部影响微观组织。
这一结果暗示了多激光粉末床熔融技术的作用远不止提高生产效率。1
几何问题已解。微观组织问题未解。
激光粉末床熔融在很大程度上已经兑现了其在几何形状上的承诺,近净成形、内部通道和拓扑优化结构。
几何自由度的论据充分且被广泛接受。
我们大家都知道更难的问题是,这些形状内部的材料会发生什么。
微观组织决定了金属部件是否具备所需性能。
想一想强度、延展性、疲劳寿命和耐腐蚀性。
这些不是几何特性,而是材料特性。
在激光粉末床熔融(LPBF)中,这些特性很大程度上由材料在打印过程中经历的热历史决定。
而直到最近,这种热历史一直是制造商不得不承受的,而非可以设计的东西。
这种后果在双相不锈钢和超级双相不锈钢中尤为明显。
这类材料因其兼具强度和耐腐蚀性而在石油天然气、化工处理和海洋应用领域备受青睐。
其性能取决于精心平衡的微观组织,铁素体和奥氏体大致各占一半。
但LPBF固有的高冷却速率几乎完全抑制了奥氏体的形成。
结果是,在打印完成后状态下,部件主要是铁素体组织,强度高但脆性大,耐腐蚀性能也打了折扣。
打印后采用炉内热处理一直是获得正确微观组织的唯一实用途径。
这种做法增加了成本、时间和变形风险,而且关键是,它使整个部件具有均匀的微观组织,而工程师实际需要的是能够局部改变性能。
「炉子使整个部件的微观组织均匀化。这从来都不是工程师真正需要的。」
研究人员并未对这个问题坐视不管。
先前的工作已经表明,在LPBF打印过程中实现一定程度的微观组织控制是可能的,例如调整工艺参数以改变冷却速率、利用热梯度引导晶粒形态,或在严格控制条件下在较简单的合金中调整相比例。
但这些方法都面临着同样的天花板,空间分辨率有限、在材料间可转移性差、且几乎没有证据表明它们可以扩展到工业相关的零件尺寸或构建速率。
超级双相不锈钢正因其微观组织对热历史如此敏感且对性能如此关键,而表现得尤为顽固。
最需要原位微观组织控制的材料,却最难实现。
这一直是一个挑战,直到最近鲁汶大学发表的一项研究取得了实质性进展,超越了早期的演示。
当第二束激光成为冶金学家。
在寻找解决方案时,鲁汶大学团队发现答案已经在机器上了。
多激光LPBF现在在生产中很常见,但迄今为止,额外的光束一直用于提高打印速度。
多束激光并行工作,通过同时处理平台的不同区域来缩短构建时间。
那结果会怎样呢?第二束激光主要被用作提高生产力的工具,而非用于材料的工程工具。
鲁汶大学的研究团队有不同的看法。
他们于2025年10月发表在《增材制造》期刊上的方法,采用双激光配置,其中第二束激光作为拖尾热源。
它跟随主熔化激光以受控的偏移量移动,在材料进一步冷却之前,将刚刚凝固的材料重新加热到精确的温度窗口。
对于超级双相不锈钢,关键窗口是800–1200°C,这是奥氏体可以从初始铁素体结构中成核和生长的温度范围。
将材料在该窗口中的停留时间延长到足够长,原位相变就会发生。
不再需要炉子。
这个概念并非全新,此前文献中已有关于使用拖尾激光进行原位热处理的报道,但有三个因素使其不切实际。
首先,热动力学极其复杂,拖尾激光功率、偏移距离、光束尺寸、扫描速度以及由此产生的通过材料的热轨迹之间的关系高度非线性,参数空间实际上是无限的。
其次,如果没有一种方法在计算上预先筛选这个参数空间,找到可行参数的实验成本将高得令人望而却步。
第三,即使在物理上配备了两束激光的机器上,用于定义真正自定义的同步扫描策略(精确指定两束激光之间的关系,逐个向量)的软件基础设施,根本不可用。
鲁汶大学的研究直接解决了上述每一个问题。
先建模,后打印。第一个挑战,导航参数空间,通过解析方法解决。
该团队采用了一个基于Goldak双椭球热源的快速热模型,来计算候选的拖尾激光功率和偏移距离组合如何影响材料不同深度处的温度场。
关键的是,该模型根据单道扫描的实验熔池测量结果进行了校准,然后用于生成工艺图,显示哪些参数组合能使材料在800–1200°C窗口内的停留时间最大化,不仅是表面(表面在下一层会被重熔),而是在整个构建过程中将持续存在的深度。
这种方法将原本可能是一项耗时的实验工作压缩成了有针对性的搜索。
数千种参数组合通过计算进行了筛选,少数有希望的候选参数被带到实验验证阶段,首先在单道上进行,然后在大块8毫米立方体样品上进行。
但是,将这些参数转化为实际同步的双激光构建策略,需要机器标准接口无法提供的东西。
控制激光意味着掌控工具路径。解决第三个挑战,软件访问,需要一种不同的基础设施。
用于研究的机器是一台Prima Additive PrintGenius 150双激光打印机。
但是,要执行这项研究所要求的那种同步的、参数特定的策略,软件需要在向量级别操作,为每条单独的扫描路径指定,哪束激光点火、功率多少、时序如何、以及它如何与旁边运行的激光束关联。
这种访问级别无法通过标准机器接口获得,也无法通过在封闭系统上附加的客户API实现。
它需要一个真正开放且从头开始就具备可编程性的构建准备环境。
在实践中,这意味着两件事。
首先,微秒级的实时激光协调,即决定机器如何实际执行扫描策略的快速控制层。
其次,能够编写完全自定义的工具路径,定义拖尾激光偏移、同步向量时序,以及主光束路径和辅助光束路径之间的依赖关系,使得一束激光能精确跟随另一束。
对于鲁汶大学团队来说,这两者均由Materialise Control Platform和Build Processor SDK提供,研究人员在已发表的论文中直接承认这些是使实验工作成为可能的核心。
快速控制操作运行在Materialise Control Platform(MCP)上,这是管理微秒级实时激光协调的硬件和软件层。
在此基础上,Materialise Build Processor SDK(BP-SDK)使研究团队能够定义完全自定义的双激光扫描策略,包括拖尾激光偏移、同步向量时序,以及实验矩阵所需的主光束路径和辅助光束路径之间的依赖关系。
没有这个开放的、可编程的软件层,研究将在硬件层面停滞不前。
MCP和BP-SDK并非研究的边缘部分,而是弥合了材料科学假设与实际机器上可执行构建策略之间的差距。
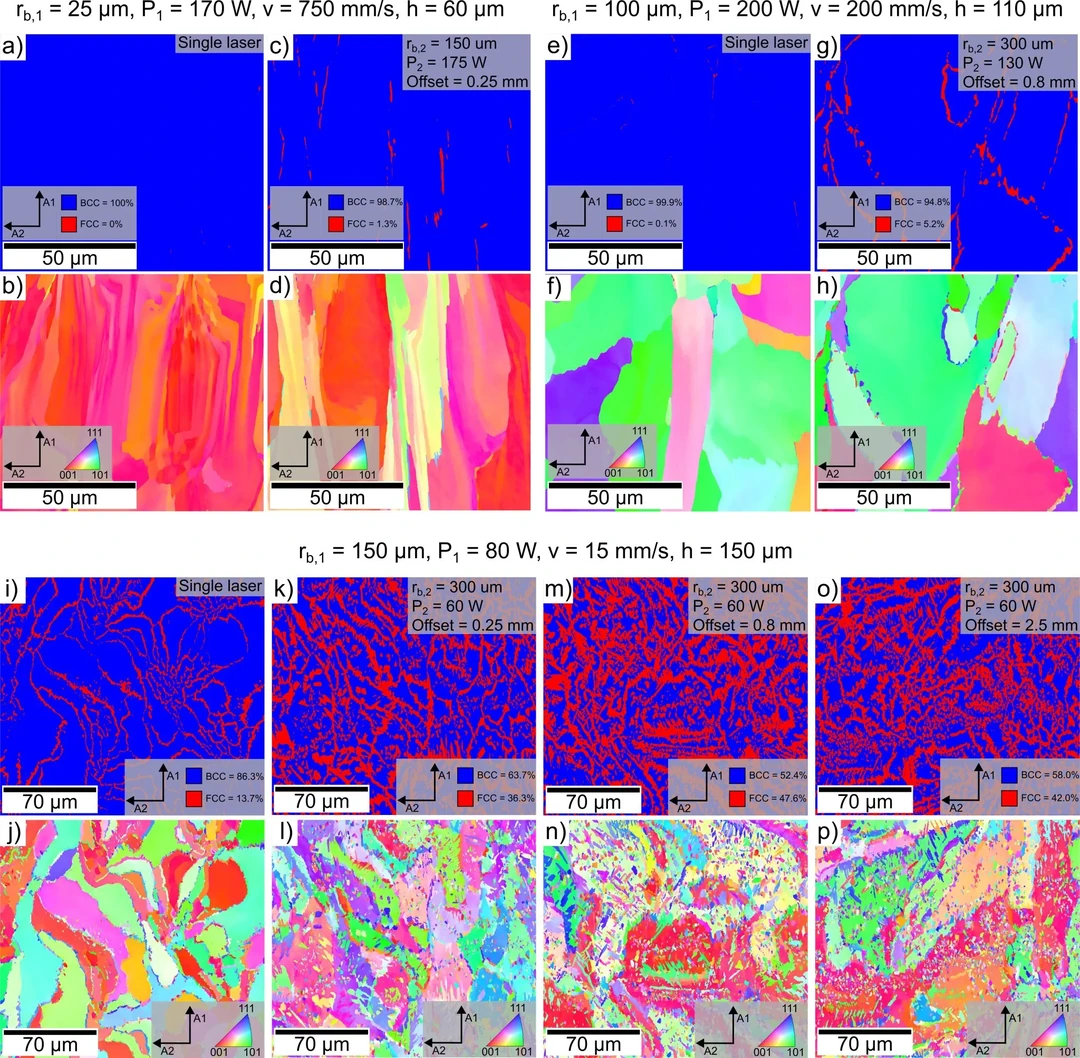
实验显示了什么。通过调整拖尾激光的功率和偏移,该团队可以在整个实际相关的微观组织范围内调节奥氏体含量,从高速单激光条件下的0%到优化双激光设置下的48%,这是此前在超级双相不锈钢上从未展示过的过程控制水平。
结果还揭示了一个关于硬度的意外发现。
即使在奥氏体总体含量仅略微变化的样品中,与同等单激光构建相比,双激光加工也能使硬度大幅下降。
来自第二束激光的原位再加热似乎不仅仅是促进奥氏体形成,它还改变了铁素体本身,溶解了晶界处的脆性氮化物析出物,降低了残余应力,并使合金元素的分布更加均匀。
在单激光样品的硬度压痕中可见的边缘裂纹,在双激光对应样品中基本消除。
微观组织拼出的标志。该方法最引人注目的演示不是统计上的,而是视觉上的。
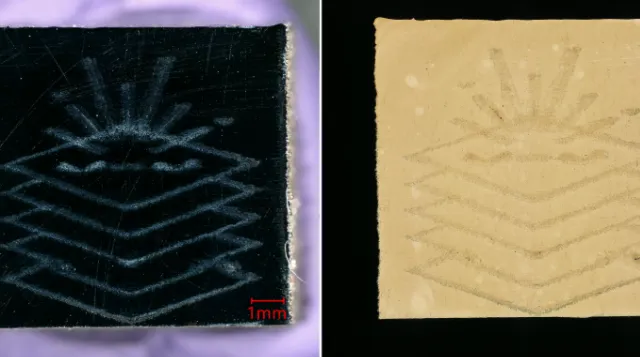
为了证明在块体样品中实现的相控制可以在亚毫米级别实现空间精度,团队打印了两个展示样品。
第一个,在构建方向上嵌入了一个笑脸图案。
第二个,沿着扫描方向再现了鲁汶大学增材制造研究所的标志。
在这两种情况下,图像在零件的几何形状中是不可见的。
只有当样品被切片并检查微观组织时,图像才会显现,标志区域打印出接近双相微观组织,而背景区域则是完全铁素体组织。
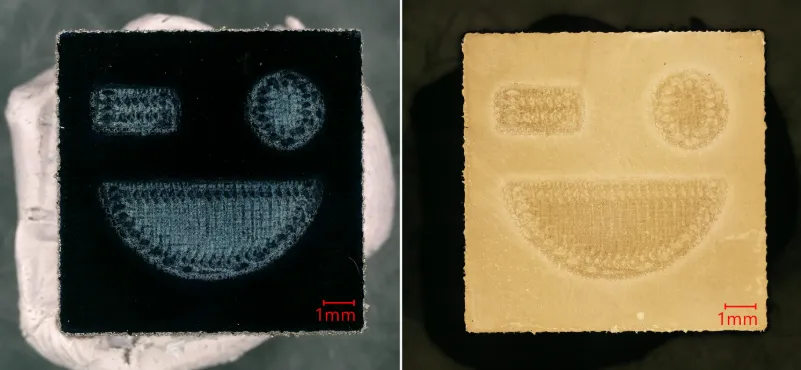
单激光区和双激光区之间的界面清晰且界限分明,没有缺陷,过渡处没有微观组织梯度。
零件的密度不受影响。
在同一构件内结合两种不同的微观组织策略,不会损害任何一种的完整性。
「图像不是由几何形状构成的,而是由相构成的。这种区别就是关键所在。」
对行业的意义。对工业的影响是多方面的。
最直接的是热处理。
固溶处理是双相不锈钢部件的一个重要成本和风险驱动因素,而且它使整个部件具有均匀的微观组织,无论是否需要这种均匀性。
如果正确的微观组织可以在构建过程中实现,那么后处理要求就可以减少或完全消除,直接影响交货周期、变形和零件级成本。
长期影响更具变革性,因为它从根本上改变了设计空间,当微观组织是构建策略的可控输出而非冷却速率的副作用时。
想象一下,耐腐蚀的外表面与强度更高的内部核心并存。
磁调控区域。
耐磨损的局部区域。
今天需要多种材料、多个制造步骤或两者兼有的性能,原则上可以在单个LPBF构建中实现。
材料的性能将变得像几何形状一样具有可设计性。
还有一个系统级的影响,即行业如何看待多激光硬件。
随着金属增材制造平台向四激光、六激光和十二激光架构发展,关于这些额外激光器用途的讨论需要拓宽。
鲁汶大学的研究基于实验证据提出了一个可信的论点,将第二束激光用作精密热工仪器开辟了一个根本不同的空间。
坦诚的权衡。该研究直接说明了尚未解决的问题。
实现接近平衡的双相微观组织目前需要低扫描速度,这大大降低了构建速率。
最优的双激光参数在冶金上是高效的,但在工业上尚未达到高效。
未来的工作将专注于以下策略,仅在需要的地方应用缓慢的、以微观组织为目标的参数,在可接受主要为铁素体组织的区域使用更快的单激光参数,并将该方法推广到更大、更复杂的几何形状,在这些几何形状中,热量积累引入了新的变量。
下一个激光前沿。金属增材制造花了二十年时间来证明它可以制造复杂的形状。
鲁汶大学的研究指向了下一个问题,它能否制造复杂的材料,具有设计好的性能,在指定的位置,并将其设计到构建策略中而非之后施加?
根据这项研究,答案是肯定的。
快速解析建模、严格的实验验证以及开放可编程的过程软件相结合,被证明足以驾驭一个仅靠硬件难以解决的问题。
工具已经存在。
框架已经得到验证。
前方的道路是将其规模化。
当热历史成为设计变量而非过程副作用时,金属增材制造所能生产的产品边界,以及它能向依赖高性能金属零件的行业承诺的边界,都将显著扩展。
这项研究是朝着这个方向迈出的有意义的一步。
Materialise继续通过其Control Platform、Build Processor SDK和CO-AM生态系统投资于开放灵活的软件基础设施,以使此类研究能够转化为生产环境。
鲁汶大学的这项研究展示了当深厚的材料科学专业知识与可编程的开放过程控制软件相结合时,能够实现什么。
Michele Pavan博士负责Materialise的研发团队,专注于优化激光烧结工艺。他的专业领域涵盖材料科学、X射线计算机断层扫描和粉末床熔融增材制造工艺。
期刊参考文献:
Additive Manufacturing, Vol. 112 (2025), Article 104994. 收稿日期:2025年5月7日,修订日期:2025年9月15日,接受日期:2025年10月13日,在线发表日期:2025年10月13日。 DOI: https://doi.org/10.1016/j.addma.2025.104994
研究贡献者
作者(鲁汶大学):
Michele Vanini,鲁汶大学机械工程系与材料工程系;Flanders Make@KU Leuven。第一作者,概念化、方法论、调查、数据管理、写作。
Samuel Searle,鲁汶大学机械工程系;Flanders Make@KU Leuven。方法论、调查、写作。
Lars Vanmunster,鲁汶大学机械工程系;Flanders Make@KU Leuven。调查、写作。
Kim Vanmeensel,鲁汶大学材料工程系。监督、资源、方法论、资金。 [共同末位作者]
Bey Vrancken,鲁汶大学机械工程系;Flanders Make@KU Leuven。监督、资源、方法论、资金。 [共同末位作者]
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道