
 发布内容
发布内容













3D打印铝散热器(VC均热板),激光功率得砍一半?
同一台金属3D打印设备,用厂商推荐的AlSi10Mg参数去打一根毛细芯,打出来是块实心铁。
要让那块铁变回真正能吸液体的多孔结构,英国伍尔弗汉普顿大学AMFM团队做的第一件事,是把激光功率砍到推荐值的一半。
这是他们最近发表在《Applied Thermal Engineering》上的新文章里最反直觉的一步。
这是他们最近发表在《Applied Thermal Engineering》上的新文章里最反直觉的一步。

文章想回答的核心问题是,激光粉末床熔融(L-PBF)如何直接打出一个内置毛细芯的完整均热板。
在讲工艺之前,先说说潜在应用。
电子设备最怕热,温度每升10°C,元器件失效率翻一倍;
行业里约55%的电子设备故障,根子都在散热没做好。
AI算力、数据中心、电动车电池、雷达和功率电子,热流密度一个比一个极端,热点越来越集中、越来越不均匀。
传统鳍片散热器靠基材导热加风冷,面对这种局部高热流已经追不上。
相变均热板是另一条路。
它靠工质在热端蒸发、冷端凝结来搬热,再靠内部毛细芯把冷凝液吸回热端,全程被动循环,不耗电,温差还小。
下图是热管与典型芯结构示意,蒸发/绝热/冷凝工作循环、轴向沟槽芯、烧结粉末芯:
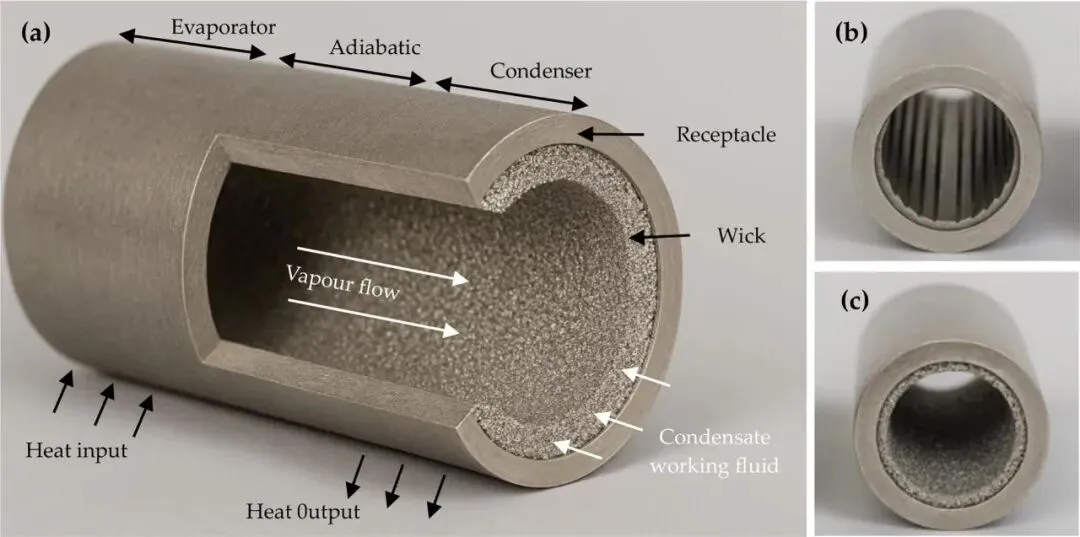
毛细芯是这个器件的心脏。
它的孔径、连通性和分布方式,直接决定这块板子能扛多大热流。
问题在于,传统芯只能开槽、烧结或者扩散焊三选一,工序多、几何自由度低,复杂的内部结构很难塞进一个紧凑外壳。
3D打印优势的地方就在这。
理论上,芯可以和腔体一次成型,直接长在内壁上,贴着任意曲面走,沟槽和烧结粉做不出来的形状它能做。
对做国防、航天电子这一点尤其有分量。
这类设备空间紧、可靠性要求高,还经常要在各种姿态甚至失重环境下工作。
而失重下没有重力帮液体回流,毛细芯几乎是唯一的指望。
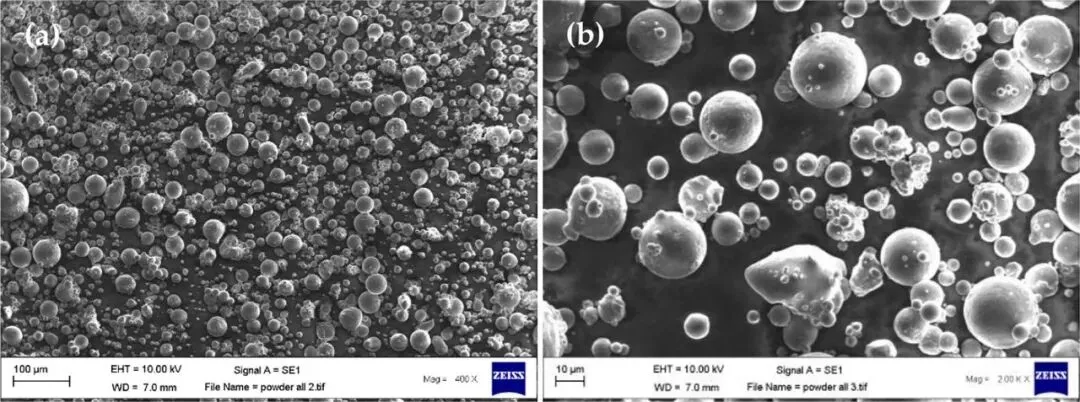
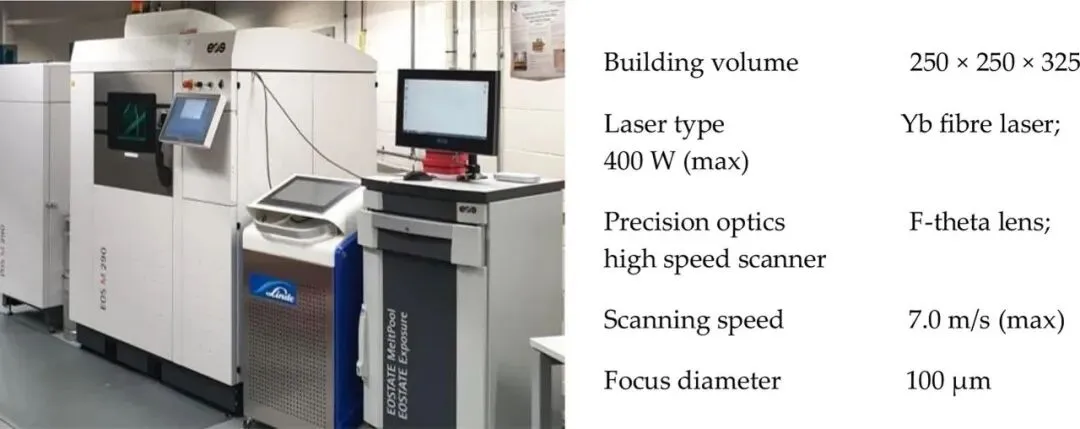
回到工艺本身,团队用的是EOS M290,400W激光、100µm光斑,材料是L-PBF里最成熟的AlSi10Mg。
下面图是设备参数以及AlSi10Mg粉末SEM形貌,近球形颗粒伴有卫星粉:
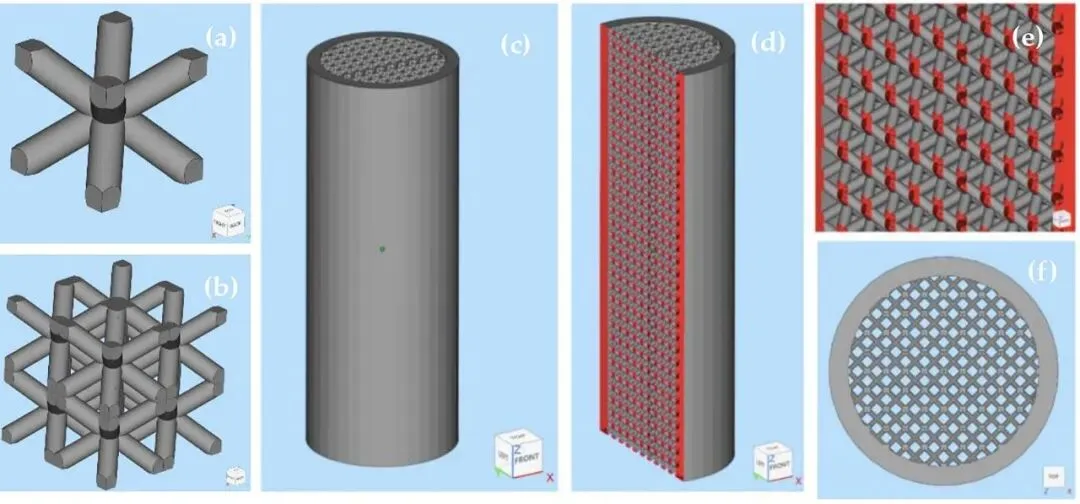
他们设计的是规则正交立方晶格,目标参数很苛刻。
0.5mm单元胞、130µm杆径、140µm孔径、约50%孔隙率。
既要够毛细泵送,又要让蒸气跑得动,还得卡在机器物理上能做出来的极限附近。
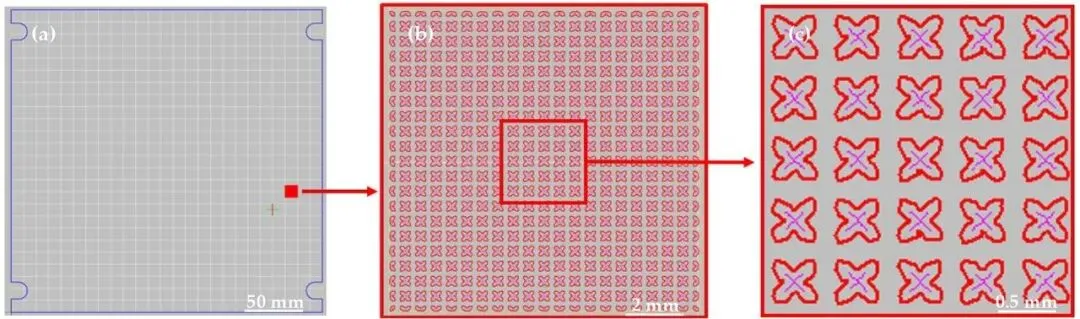
下图是正交晶格芯设计,包含单元胞、周期阵列、整管与内部芯横截面:
130µm的杆径,已经低于AlSi10Mg标准工艺窗口的有效分辨率,逼近这台机器的光学极限。
结果是,整个芯结构的所有扫描矢量,全被软件判成了边缘参数,没有一根杆用到核心填充。
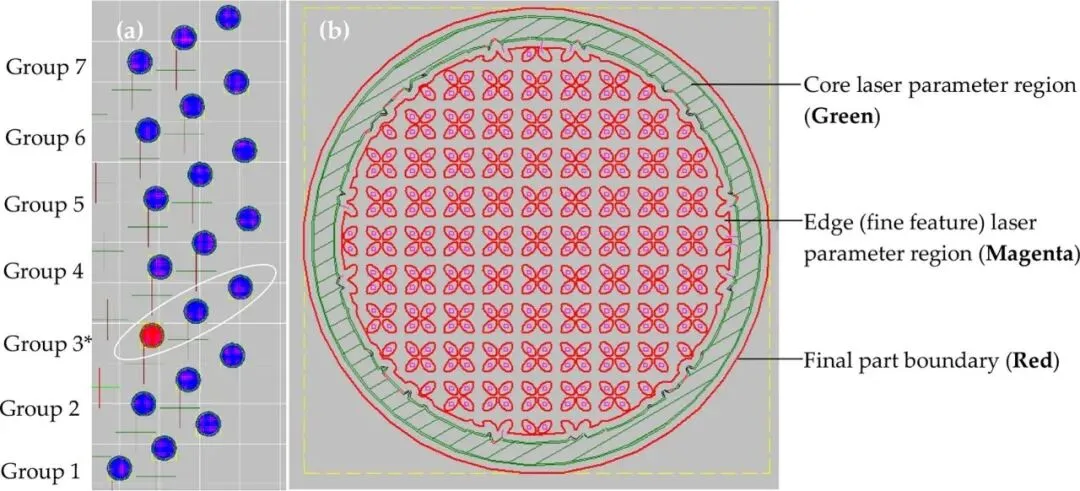
下图切片软件显示整个芯被品红色边缘参数主导
边缘参数原本是为薄壁和拐角准备的,作用是局部降低能量、控制熔池、保住尺寸精度。
现在整个芯都落进了这个区间,这意味着厂商那套为近全致密优化的出厂参数彻底失效:
照搬上去,要么烧过头,杆粘连、孔闭死;
要么烧不够,杆直接断掉。
所以这篇文章真正的命题,不是把它当成密度问题来调,而是把它当成边缘参数来调。
这是一个被传统L-PBF优化几乎忽略掉的维度。
接下来是一场在极窄窗口里找平衡的实验。
固定扫描速度和层厚,只动功率,从40W一路扫到160W。
样本排布与切片核对以及管状样件的打印过程与成品如下图:
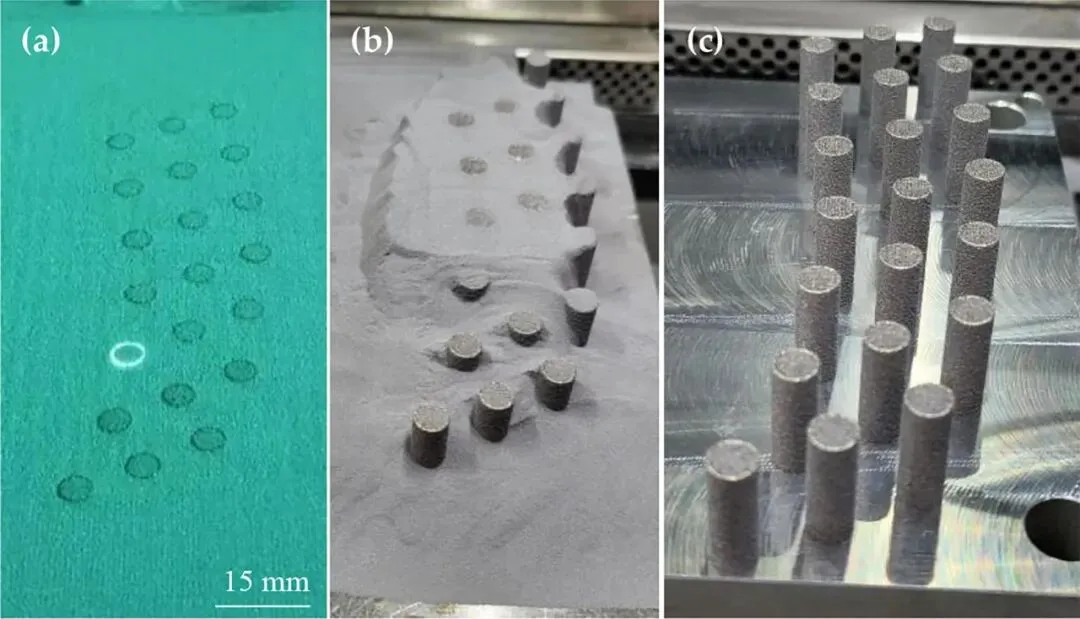
结果是80W这个出厂基准点几乎打成了实心;120W以上彻底致密,没有可用的孔。
反而是40W,孔隙最连续、最可重复。
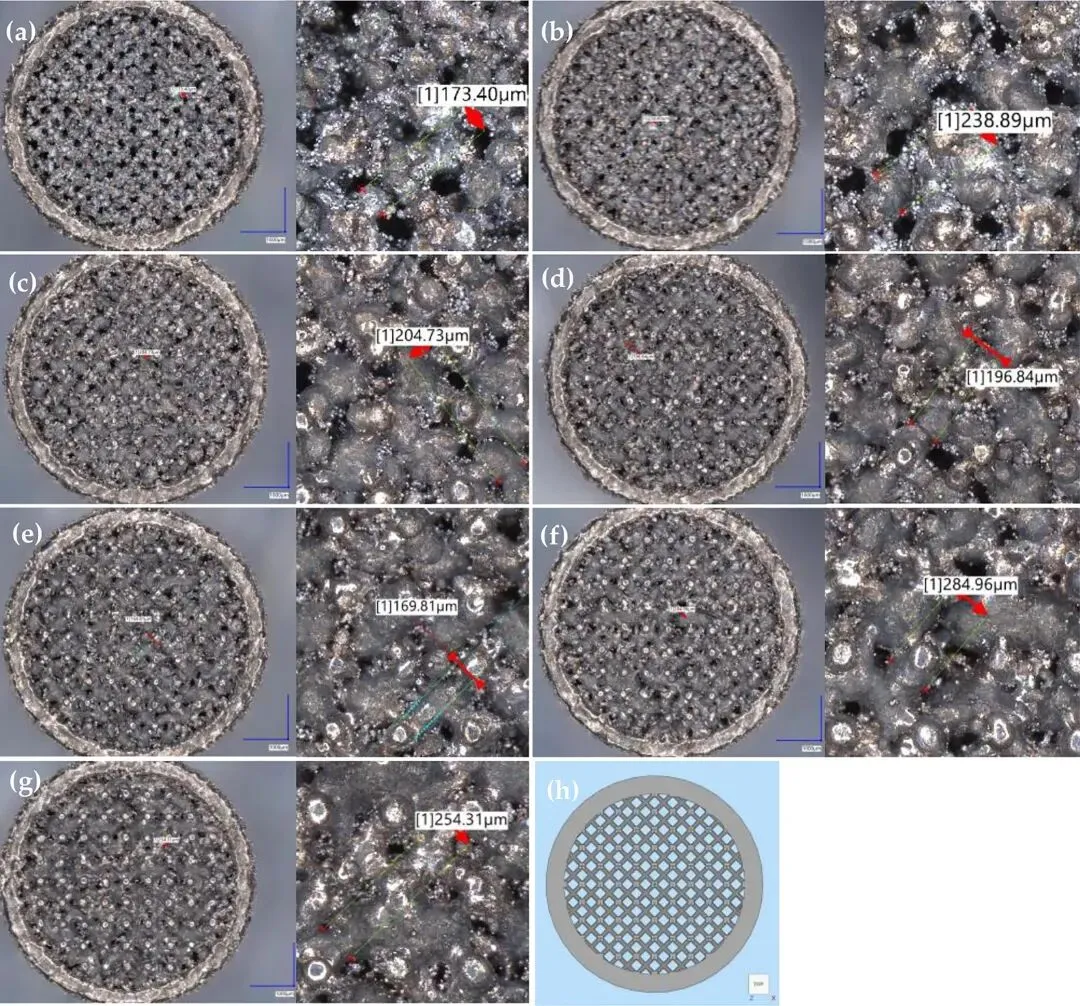
下图看到的40W孔隙最佳,80W基准几乎无孔,120W以上致密
然后引入扫描速度和层厚做二次微调。
规律逐渐清晰,在40W这种低功率区间,提高扫描速度能持续改善孔隙,因为单位长度上的能量更低、熔池更小;
层厚从30µm降到20µm,可熔的材料更少,对熔池控制更精细,孔隙保留得更多。
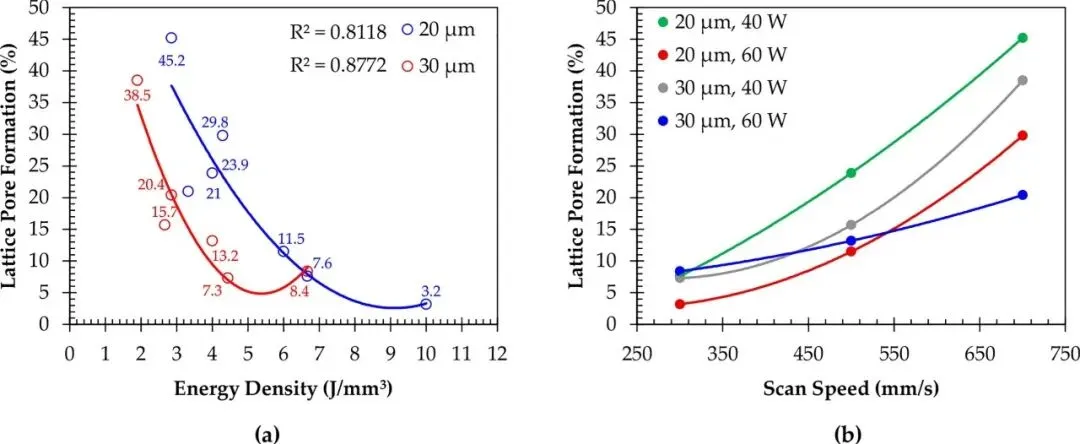
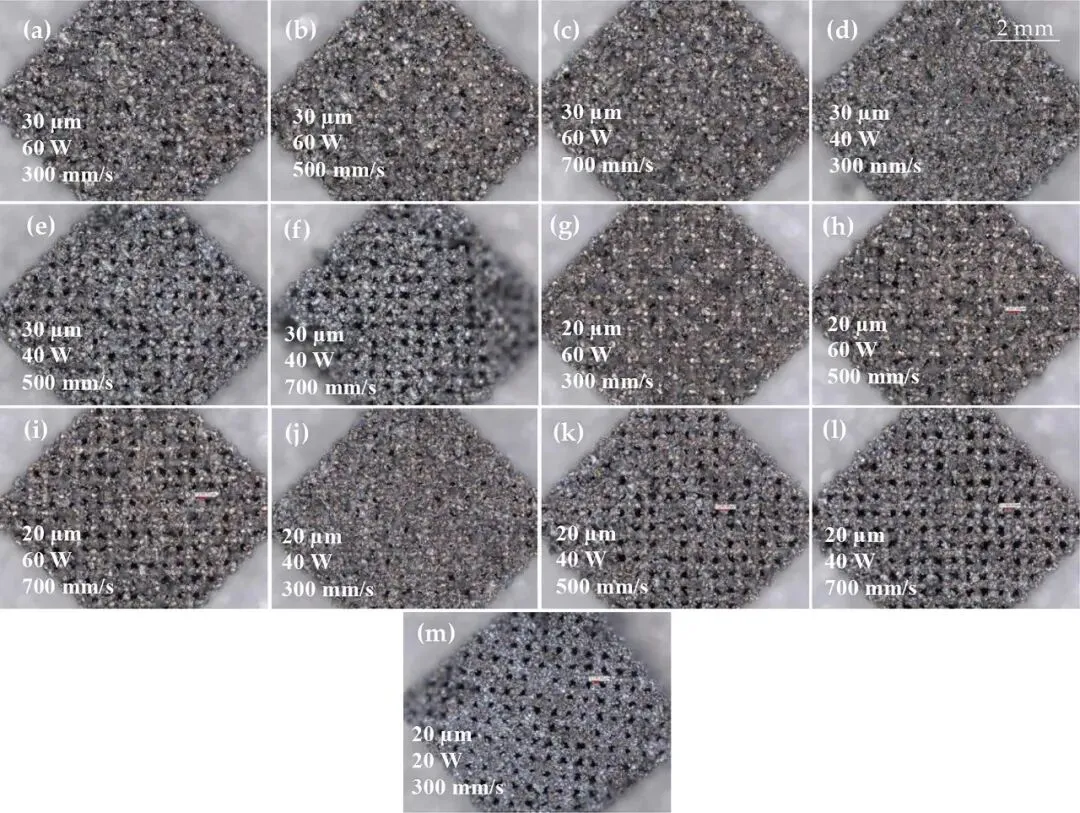
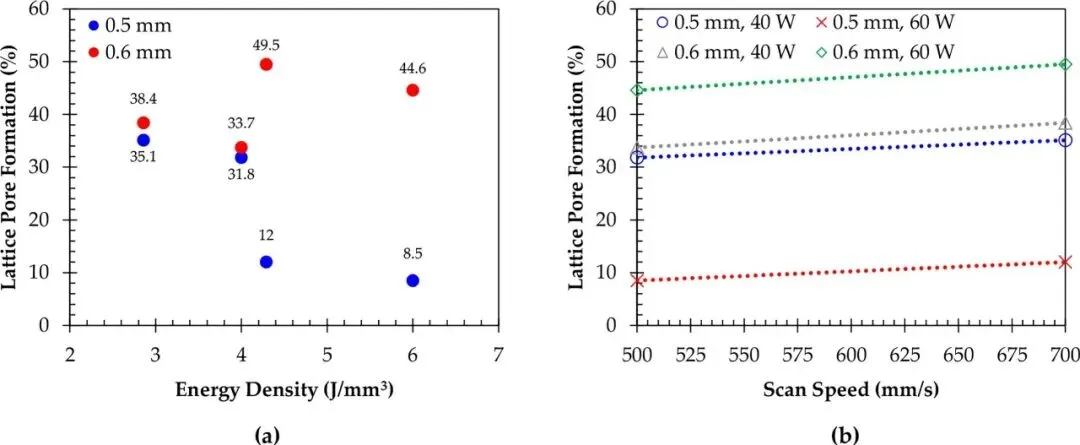
下图看5mm立方晶格在不同层厚、功率、速度下的孔隙;孔隙率随能量密度、扫描速度的变化曲线
最终胜出的组合,建议收藏:
40W、700mm/s、20µm层厚,能量密度2.86 J/mm³,孔隙率约45%。
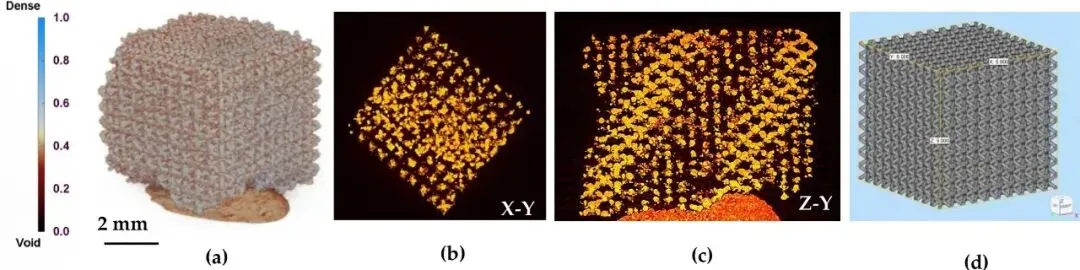
CT扫描完,整个体积内,杆连续、孔贯通,没有残留的未熔粉末。
粉能彻底清干净,对后续抽真空和充注至关重要。
下图是最优晶格三维重建与XY、ZY截面
还有一个很务实的取舍。
他们又比了0.5mm和0.6mm两种单元胞。
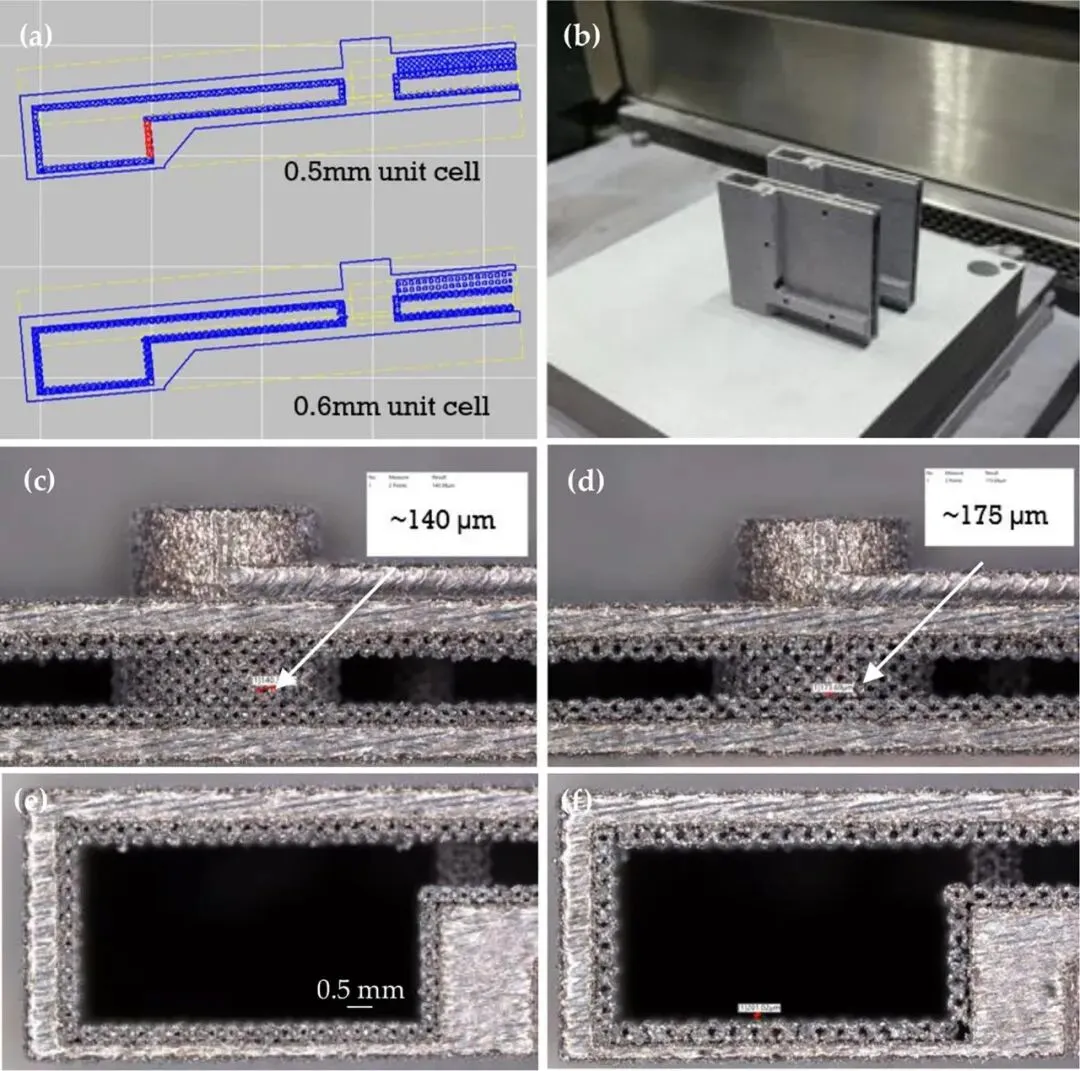
0.6mm明显更好做,孔更大更均匀,约175µm,工艺窗口更宽,对参数波动更不敏感。
但孔越大,毛细压力越小,绕不过去。
最后他们选了更难做的0.5mm,孔约140µm,正好压在毛细性能的目标值上。
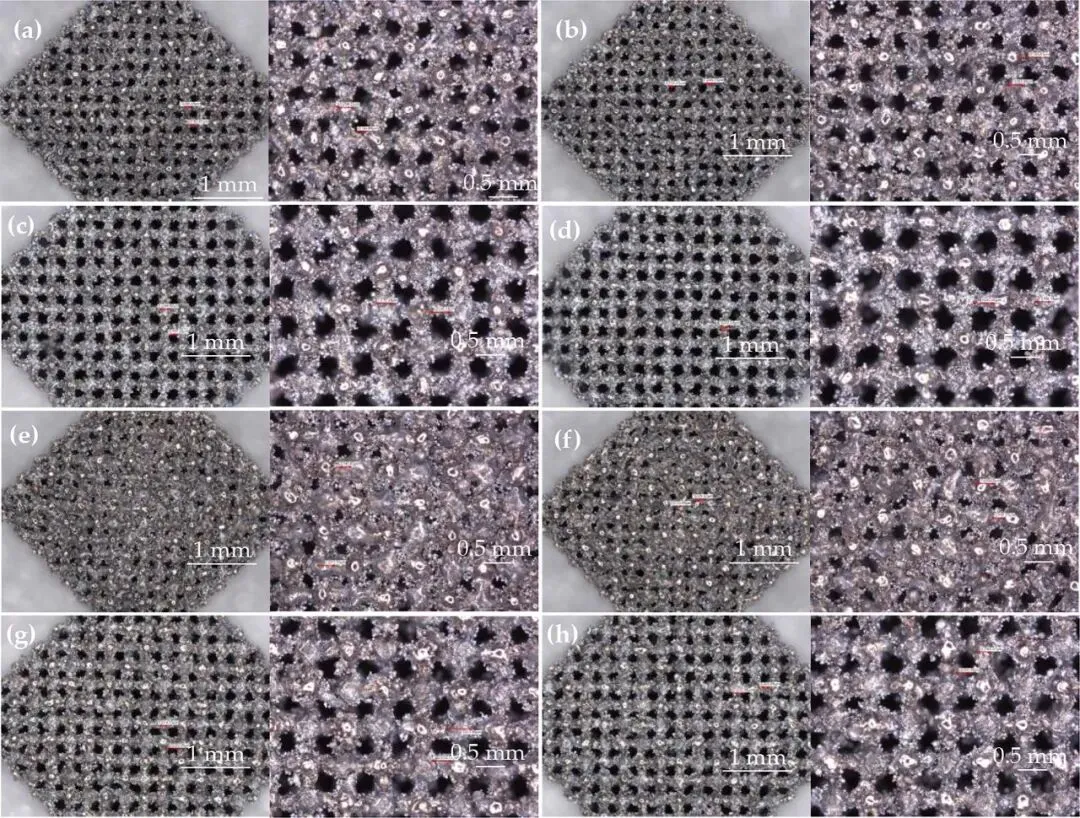
下图可以看到0.5mm与0.6mm单元胞孔隙对比以及孔隙率随能量密度、扫描速度的变化
把这套参数从立方块搬到真实均热板,是另一道关。
曲面、薄壁、几何约束,都会改变局部的热累积,弄不好局部又烧过头。
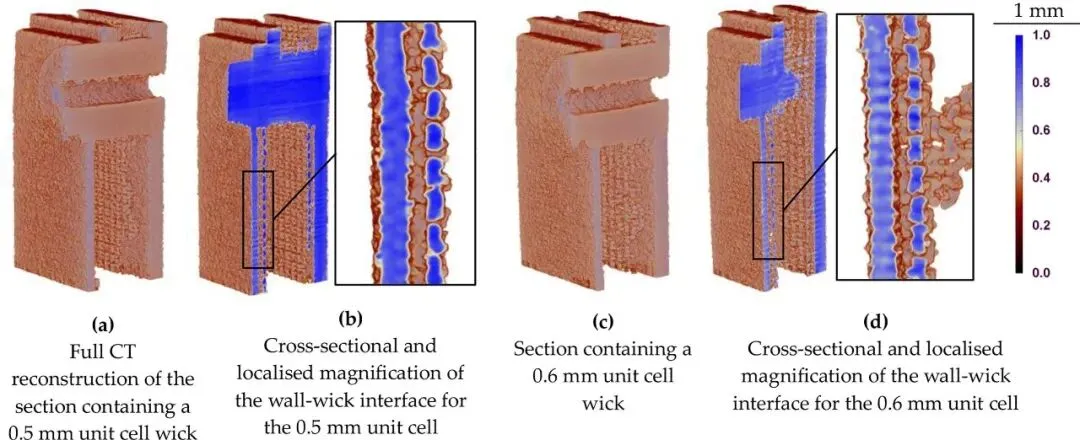
可以看到下图均热板截面内置芯的光学显微与xCT结果。
壁芯界面致密、孔道贯通、无残留粉。
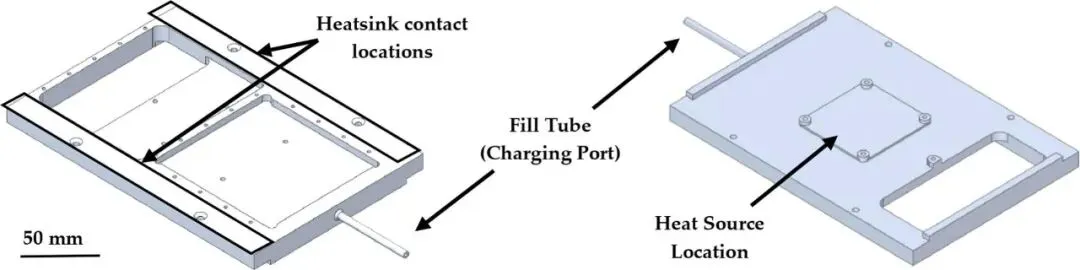
验证通过后,他们按VITA 48.2传导冷却标准做了一个3U VPX散热单元。
这不是随便挑的形态,VPX是军用和工业加固电子里的主流机箱标准。
芯被连续地长在腔体所有内壁上,还专门设计了排粉孔。
一共打了三个,无失败、无明显变形,说明这套工艺较为成熟。
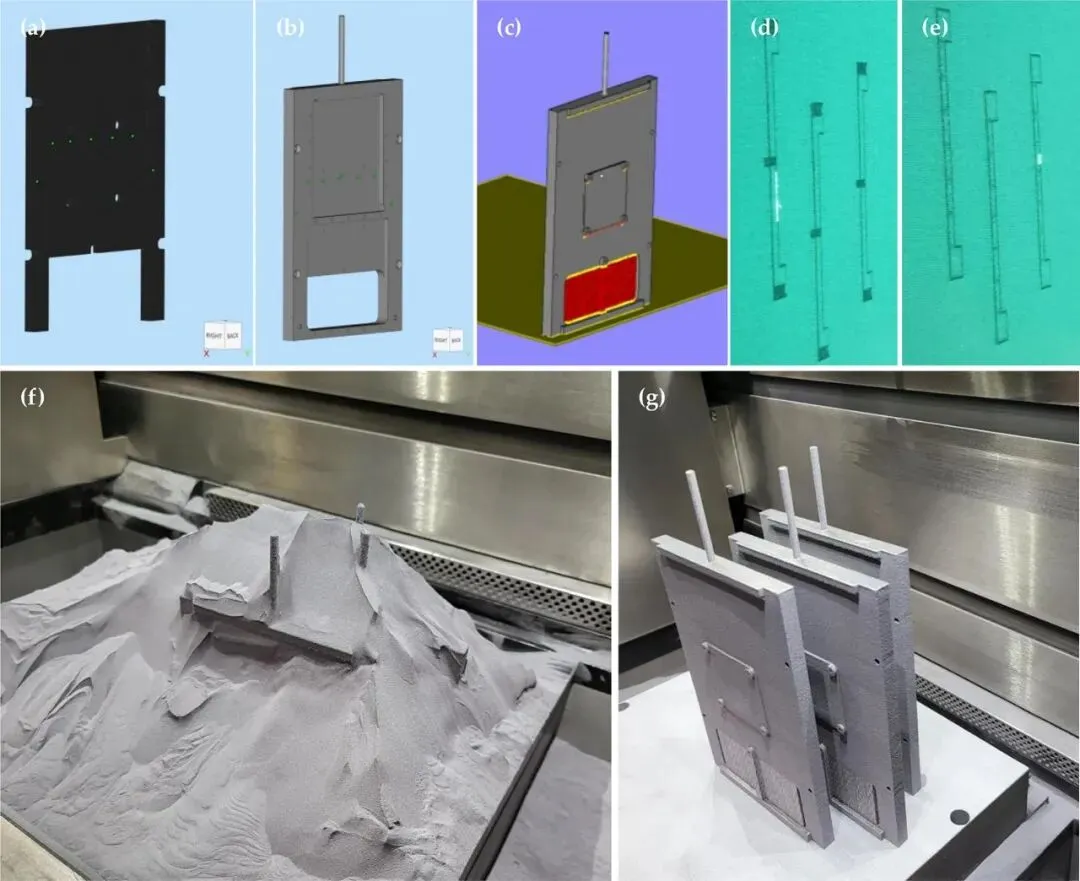
下图是3UVPX散热器设计:
下图是均热板整机模型、打印过程与成品:
功能验证用的是丙酮,不是最优工质,但低沸点、低粘度、对铝相容性好,适合做短期验证。
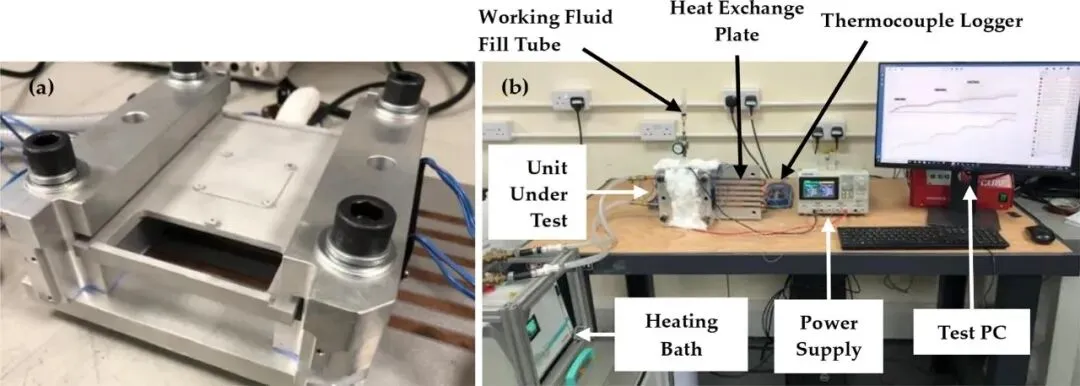
用了这样的均热板热测试台架:
温差随流量与功率的变化曲线如下:
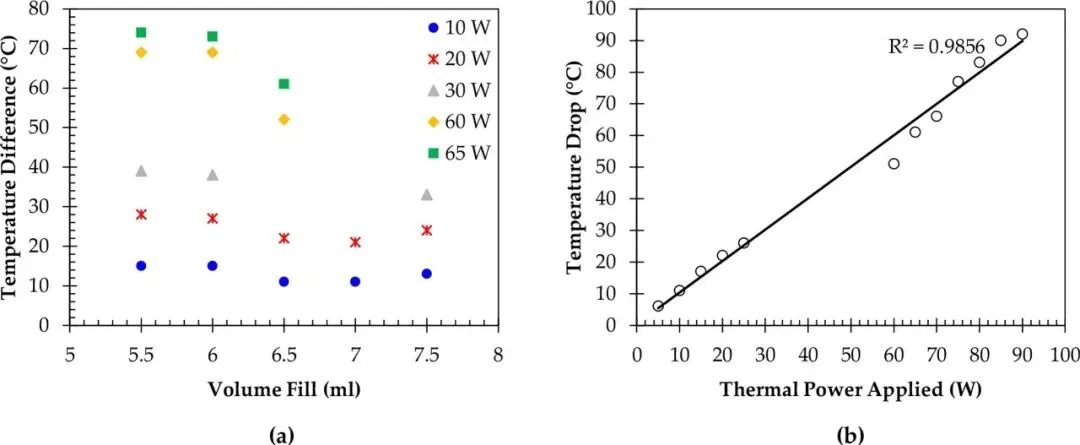
在6.0到6.5ml流量下,器件稳定工作到65W热输入,跨腔体温差超过70°C,温差随功率近似线性上升。
这条直线说明它一直运行在毛细控制区间内,整个测试范围里没有干涸,也没有蒸气阻塞。
不过70°C这个温差是偏保守的,不是和商用均热板的直接对标,作者自己也说了。
不过这篇文章的整体定位,是先证明能不能造出来、能不能工作,还不谈商用性能。
那这件事从应用看,如果只是给桌面服务器散热,它未必能比过一只成熟的烧结铜均热板,价格也不占优。
但放进一个3U VPX加固机箱,或者一个空间轨道上工作的电子盒里,事情可能就不一样了。
前者空间紧、姿态多变、对装配点和泄漏点容忍度极低;
还是那句话,后者根本没有重力帮液体回流,毛细芯是唯一的回液机制。
在这两类场景里,能一次成型、能贴着任意曲面长、能在任意姿态下工作的芯,是有人愿意付溢价去用的。
至于这套工艺还没回答的部分,主要是毛细极限、渗透率、最大热输运能力都还没定量;
丙酮在铝里长期是否产生不凝气体、密封能不能扛住反复热循环,得看研究团队后续工作;
AM易道认为,这篇文章里真正值得记的是切片软件无意中点出来的事实。
当杆径逼近机器的分辨率极限,我们优化的对象,已经不是材料密度,而是边缘参数本身。
散热这条路再往下走,从3D打印视角看,当壳和芯能一次成型,散热器的形状本身,不再受装配和分型面的约束。
下一代均热板长什么样,将不再由热设计师一个人说了算。
来源:J. Robinson, M. Taylor-Smith, A. Arjunan 等,《Optimisation of energy input in laser powder bed fusion of porous wick structures for functional vapour chambers》,Applied Thermal Engineering,2026,DOI:10.1016/j.applthermaleng.2026.131623。图片均取自该论文。
本文是AM易道对论文的解读和转述,带有大量主观判断、内容取舍和添加行业视角,原项目信息密度大、专业细节多,如果您是相关领域的专业读者,强烈建议直接阅读原论文,本文的内容可能与原作者的严谨表述存在部分差异。
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道