
 发布内容
发布内容













金属3D打印反常识:流动性好的粉,铺的不一定好
金属3D打印几乎每个工艺工程师手里都有的经验。
粉的流动性测得越好,铺出来的粉床就越平整。
霍尔流速短一秒,振实密度高一点,报告漂亮,进料也省心。
而德国波鸿鲁尔大学一项2026年4月发表在《Progress in Additive Manufacturing》上的新研究,说这个经验不太对。

三种粉、三种铺粉机构、三种速度,27组对照实验做完,405层粉床全部上激光扫描仪,结论是:
流动性测得最好的粉,铺出来不一定最漂亮;
测得最差的粉,反而可能铺得不错。
文章强调真正决定打印件质量的,是粉铺到底板上那一瞬间的状态:
均不均匀,密不密实,有没有沟槽,有没有空洞。
这个状态和实验室里那些静态测试之间,到底有多大关系,行业里没有共识。
研究团队选了三种金属3D打印最常用的金属粉:
316L不锈钢、718镍基合金、AlSi10Mg铝合金。
粒径分布相近(D50大约32–47μm),形貌都是带卫星粉的球形,差别主要在密度和分布宽度。
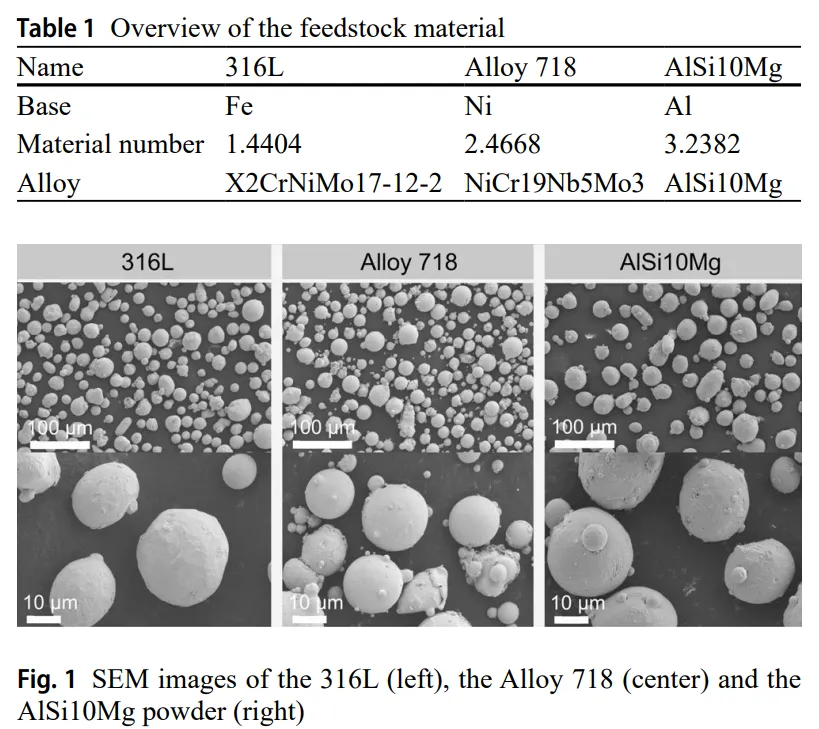
上图注:316L、Alloy 718、AlSi10Mg三种气雾化金属粉的SEM形貌,上行100μm标尺,下行10μm标尺
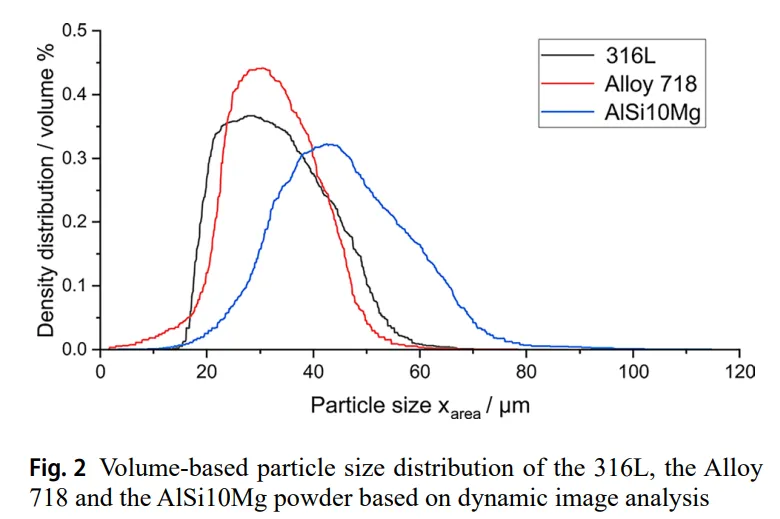
上基于动态图像分析的体积粒径分布,AlSi10Mg平均粒径明显大于另外两种,718有一段0–15μm的细粉
走完一整套流动性测试,结论是316L表现最好。
718最差,粉甚至流不下漏斗。
AlSi10Mg夹在中间。
如果故事到这里就结束,铺粉效果应该按这个顺序展开。
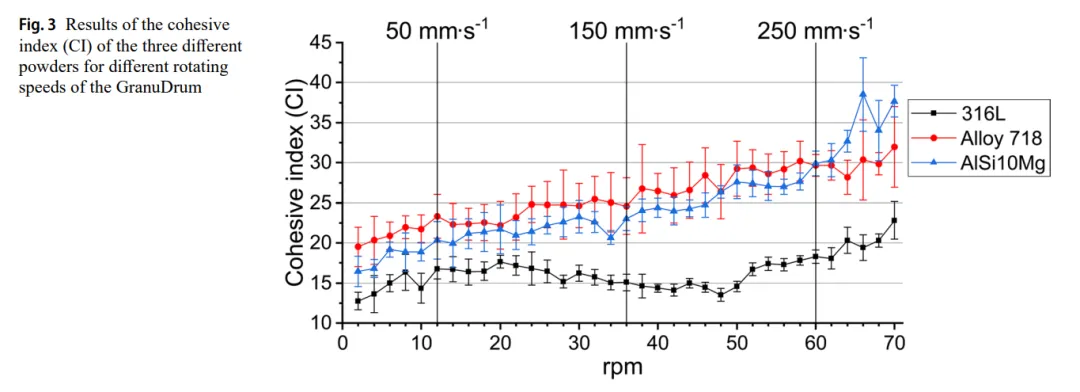
图注:GranuDrum内聚指数CI在2–70 rpm范围的变化曲线,标注了对应50/150/250 mm/s铺粉速度的转速点。
316L全程最低且最稳,AlSi10Mg在60rpm以上反超。
真正的差异,在粉床上
研究团队做了一台粉末铺放测试台,三种铺粉机构可以互换。
一是软橡胶刮刀,参照Trumpf TruPrint 1000的设计。
二是自研的旋转滚轮,59 mm不锈钢辊,铺粉时反向旋转。
三是双刃漏斗,8 mm间隙、上方供粉,参照EOS M300。
在50/150/250 mm/s三种速度下,三种粉全因子组合,27组试验各做15层,405层粉床全部上激光扫描仪扫描,得到Sa值。
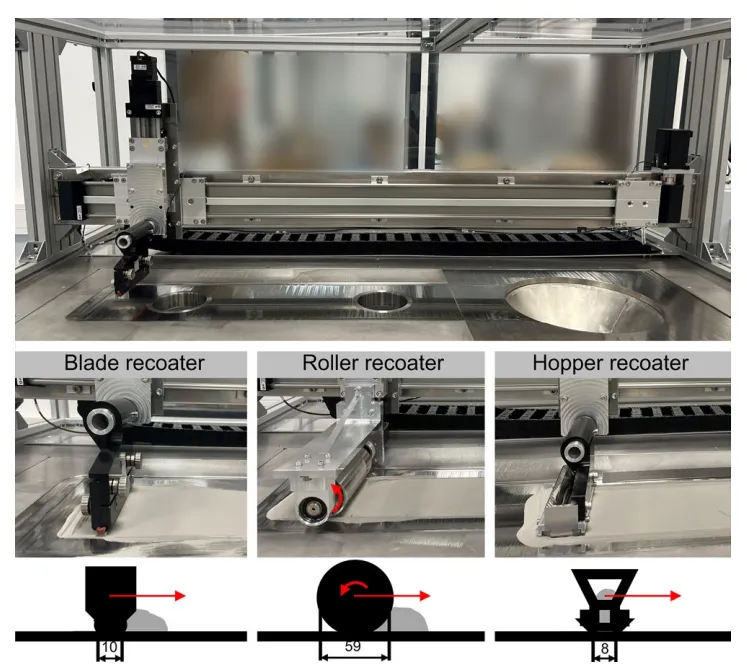
上图:自研粉末测试台(上)与三种铺粉机构特写,刮刀、滚轮、漏斗双刃,下排示意图标注接触宽度10mm/59mm/8mm
测量端也有讲究。
研究团队同时上了三套设备:
基恩士VHX 6000数字显微镜(高分辨率小视场1.166×0.874 mm²)、基恩士LJ-S040激光扫描仪(中分辨率大视场64×32 mm²)、加上一台数码相机做暗场成像。
三套数据交叉比对后,团队的判断是激光扫描仪更适合做铺粉质量评价,原因是面积更大、对局部偶发缺陷不过度敏感、组间标准差更小。
这是这篇论文的第一个结论:
评价粉床质量,宁要大面积低分辨率,不要小面积高分辨率。
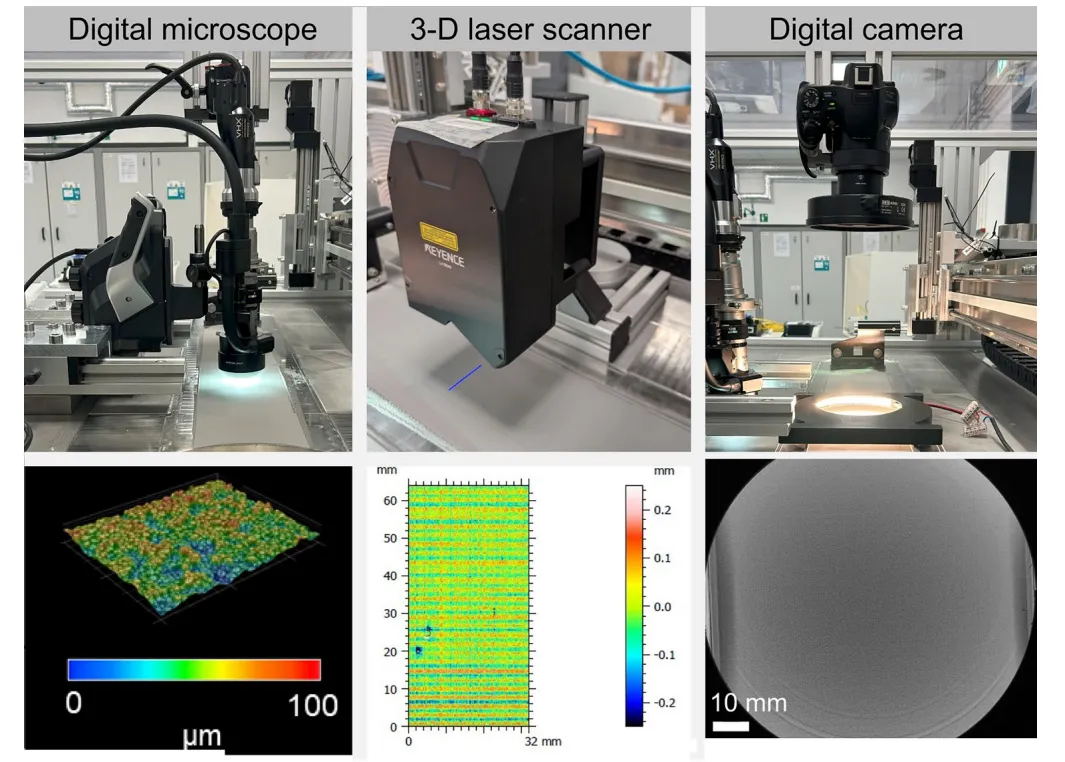
上图:数字显微镜、激光扫描仪、数码相机三种粉床评价手段,上排为设备实物,下排为对应输出。激光扫描仪测量区域是显微镜的约两千倍
按方差分析,三个因子(粉末、机构、速度)以及它们之间所有的交互项,对Sa的影响都达到统计显著,模型R²达到90.64%。
但单看主效应没有意义,三因子交互显著的意思是,必须把三件事放在一起看。
最直观的画面在AlSi10Mg+150 mm/s这一组:
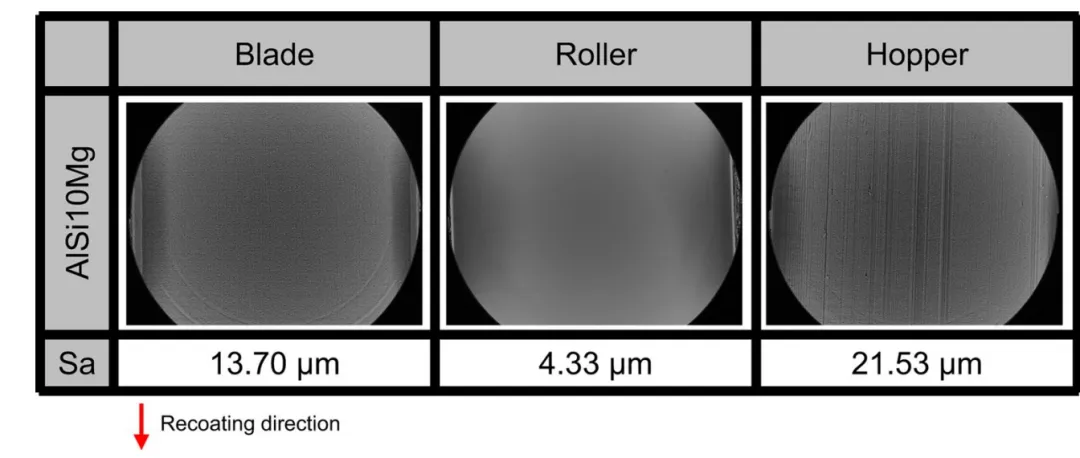
同样的AlSi10Mg粉、同样150mm/s速度,左为刮刀,中为滚轮,右为漏斗,右图清晰可见沿铺粉方向的纵向沟槽
三块粉床,同一种粉、同一个速度。
滚轮铺出来的Sa是漏斗的五分之一,是刮刀的三分之一。
漏斗那张图上肉眼可见的纵向沟槽,正是增材工程师都熟悉的那种缺陷。
滚轮赢得有点意外
把全部27组数据画成交互图,结论更刺眼。
数据就不具体说了,简而言之:
研究覆盖的速度区间内,滚轮系统对粉的种类和速度都不太挑。
这个结论和2025年Soulier等人在《Adv Powder Technol》上的发现一致,也和Haeri等人2016年的离散元仿真吻合。
但它和今天商业市场上的实际选择是反着的:
主流金属3D打印机型几乎都用刮刀或漏斗,滚轮反而是少数派。
流动性测试到底还有没有用
回到最初那个反常识。
AlSi10Mg在霍尔流速、休纳比、转鼓CI这些测试里都不是最差的,在三种铺粉机构下却铺得都最差。
718测试里最差,但用刮刀和滚轮铺的时候,结果和316L差不多甚至更好。
研究团队比对完所有测试参数后,只有两个指标和铺展性表现出了一点关联。
论文说,内聚指数CI和铺粉速度可以一一对应,所以理论上能预测同一种粉在不同速度下的趋势。
但这个相关性只在刮刀机构上成立,滚轮和漏斗都不行。
研究者给出的措辞是,流动性可以作为铺展行为的指示,但不能预测铺展性。
换成更直白的话,粉的实验室报告好不好看,和它在你这台机器上铺出什么样,是两回事。
要知道铺成什么样,只能在那台机器、那种铺粉机构、那个速度下,自己测一遍。
写在最后
设备端的是比较值得琢磨。
滚轮在Sa上稳定碾压另外两种机构,对粉和速度的容忍度也最高,意味着同样一台机器换上滚轮,理论上可以用更便宜的粉、跑更高的速度。
商业上选刮刀和漏斗的理由有很多,成本、可靠性、清洁、维护,但当性能差距明显,我们或许会看到更多滚轮的设备出现。
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道