
 发布内容
发布内容













热熔挤出金属3D打印最新科研成果仍难商业化?
让金属也能像塑料那样,用一根丝、一个喷头一层层堆出来,是不少人对金属3D打印的新期待。
粉末贵、激光贵,还得充惰性气体把氧气赶走,要是打印铝能像桌面FDM那样直接挤出来,成本和门槛都能往下一大截。
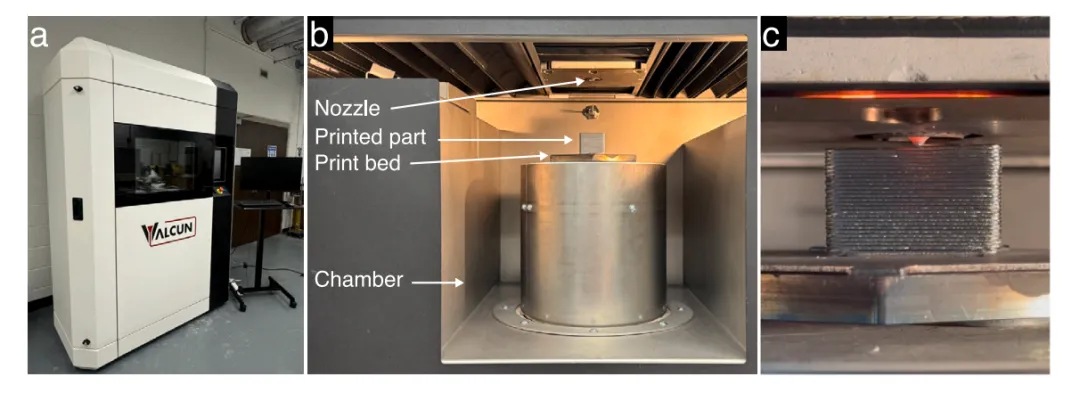
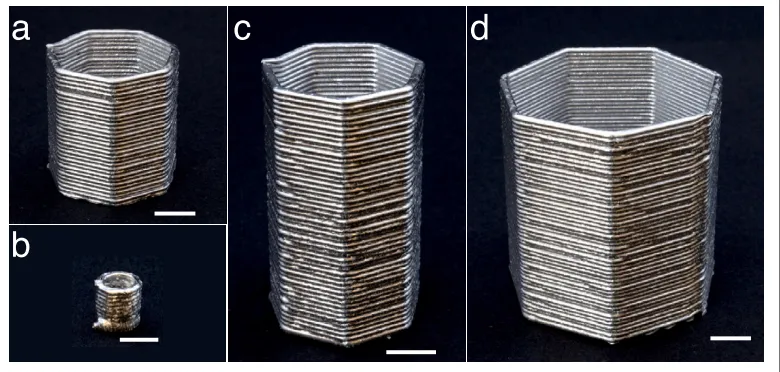
期待归期待,约翰斯霍普金斯大学最新研究拿一台叫Minerva的铝合金打印机,去打一个最简单的边长40mm方筒,喷头850°C、热床485°C、走速350mm/min全是默认参数,结果方筒每次都在第20到30层之间把喷头活活堵死,哪一层堵,事先无法预测。
堵的方式也不体面。
挤出来的铝在喷头口先凝住一点,跟下面那层脱开,喷头继续走,凝住的料被拖着在表面划出一道道平行的划痕,直到那根料被彻底扯断。
堵头不是某一瞬间。堵了十几层、肉眼可见地越来越糙,最后才彻底堵死。
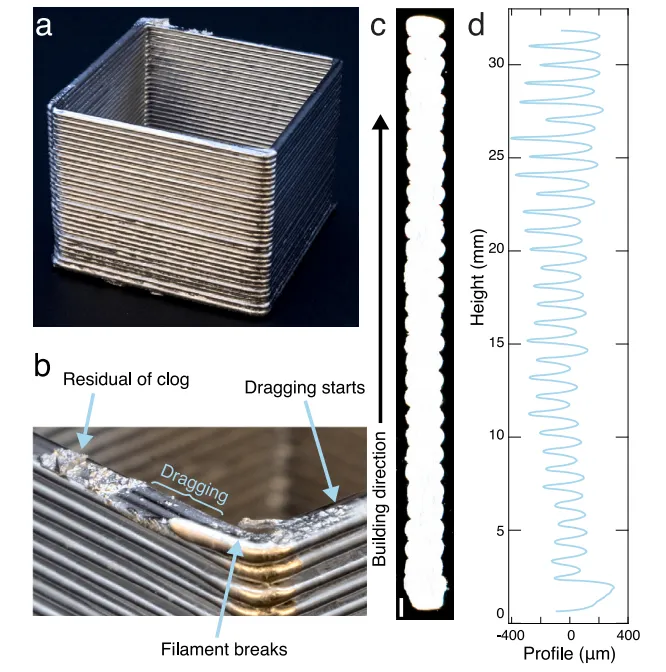
方筒打到一半堵头,凝固的料沿刀路被拖出划痕,右下角表面轮廓显示堵头前峰谷起伏越来越大。
这技术叫MEAM,热熔挤出金属增材,原理就是金属版的FDM。
这篇论文背后的钱来自美国国防威胁降低局DTRA,看中的是在关键现场,能就地把零件打出来的能力。
听上去很美,可液态金属跟塑料丝不是一回事。
它黏度低、导热快、表面张力大,这三样凑一起,能稳定挤出来堆成三维结构的窗口,比塑料窄太多。
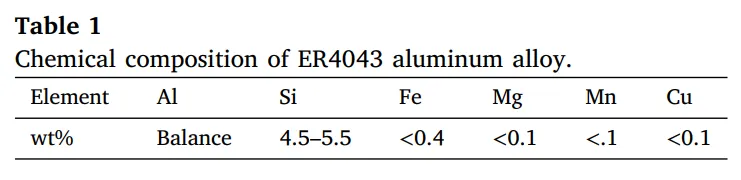
材料用的是:
论文把窄工艺窗口里的两个难处摆了出来:欠热和过热。
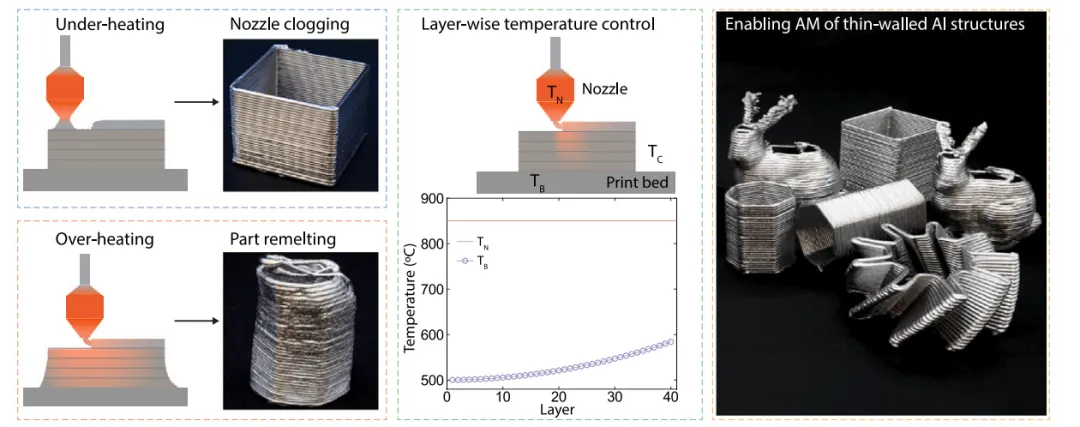
左为MEAM挤出沉积示意,中、右分别为堵头与过热塌陷两种失效模式。
欠热带来堵头。
打得越高,离热床越远,热量从对流跑掉,上一层的顶面温度一路往下掉。
掉到某个高度,顶面已经冷到没法被新挤上来的料重新熔开,新料一碰偏冷的旧层就先凝了,于是脱开、拖拽、堵头。
过热是反过来的过程,挤料带进来的热,超过了对流和传导往外散的速度,热量在件上越积越多。
论文打了个半径5mm、高10mm的小七边形管,默认速度下表面光滑到层纹都没了,层与层化在一起、重熔过了头,液态金属表面张力一拽,打印路径越往上越歪,整个件长偏。
换个半径15mm、目标高50mm的,稳定地在30mm左右垮掉。
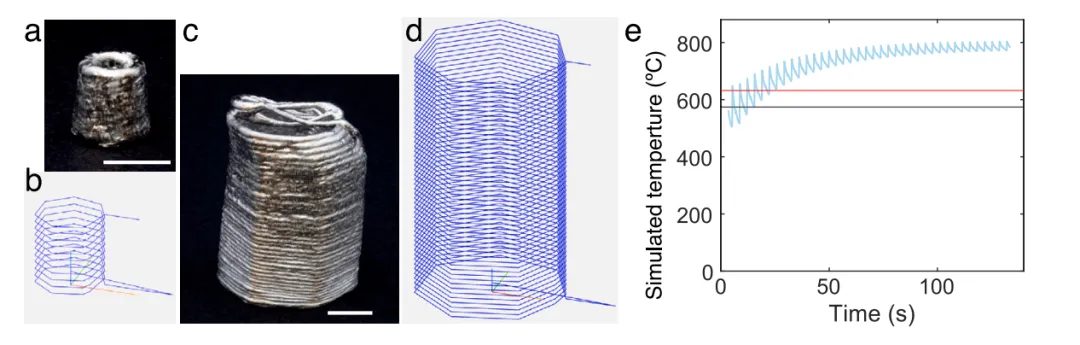
上图小七边形管层纹消失、路径长偏;大尺寸管打到约30mm垮塌,顶面温度持续累积。
论文的欠热的解法有点反直觉。
塑料FDM是喷头和热床都恒温,从头到尾不动。
这篇的做法是喷头温度恒定,热床温度反而随层高一层层往上调,越打越高、热床给得越热,目的就是把那个顶面温度摁在500°C。
每层该给多少热床温度,他们在COMSOL里把不同层高的薄壁挨个算了一遍,拟合出一条随层数往上翘的热床温度曲线。
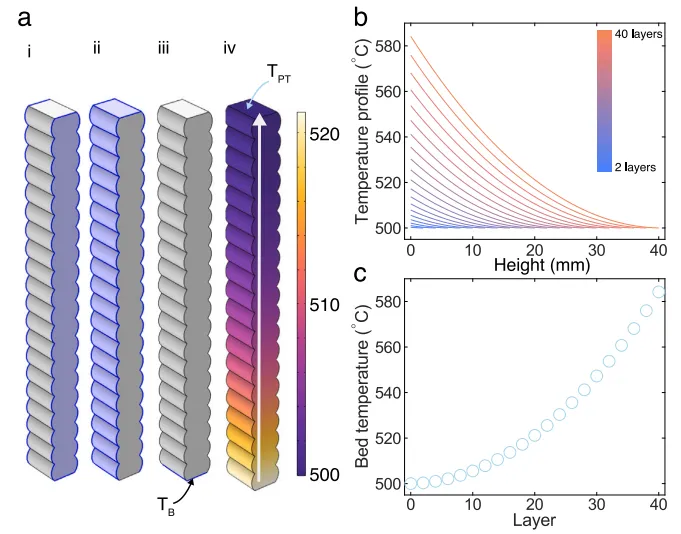
上图展示了薄壁顶面温度沿高度的分布,随层数升高而上扬
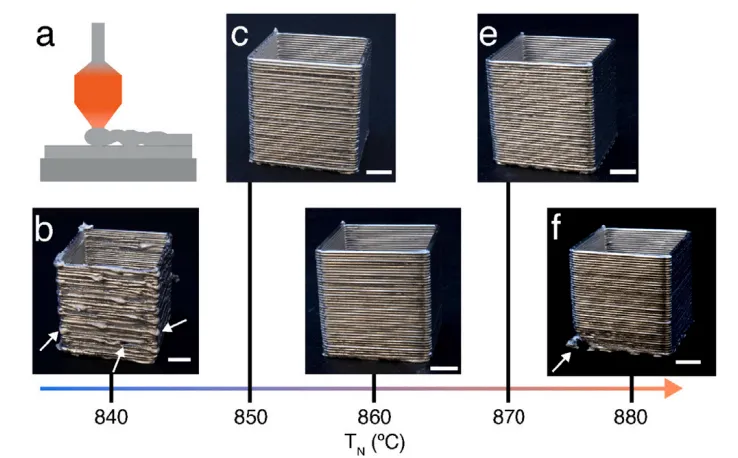
工艺窗口比较窄,喷头温度能用的范围大概只有850°C到870°C这20度。
低到840°C,料一碰旧层就快速凝固,时断时续地在喷头口堆料又甩料,表面一会儿鼓包一会儿留空;
再低,频繁堵头。
高温度表面是好看了,可到880°C,第一层跟热床的附着又毁了。
下图为840°C到880°C下打出的方筒,喷头温度过低过高都出问题,可用区间狭窄
过热那头,解法是给散热留够时间。
论文没去定一个全局最高速度,而是反过来定每层至少要花多少时间的下限。
另一条路是往打印腔里吹20°C的风,件周围环境温度拉下来、加大对流,能打更大的高径比。
有个细节特别能说明这套东西对工艺要求多严苛。
他们一开始按常规取对流换热系数20,怎么模拟算都跟实测对不上。
后来发现是机器上给喷头加热器散热的两个风扇,从喷头和波纹管之间的缝里往打印腔漏冷风,把本该是自然对流的散热,变成了强迫对流。
最后连风扇漏的那点风都得喂进模型,结果才准。
把欠热和过热这套合起来,就是这篇论文工艺研究的完整流程。
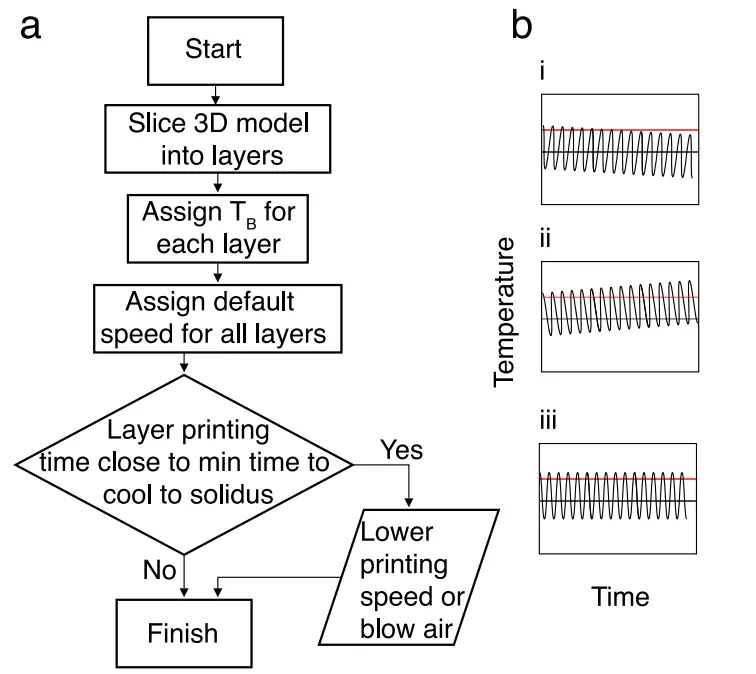
先切片,按曲线给每层配热床温度,默认速度跑一遍,再拿每层时间去比模拟出来的冷却时间下限,时间不够就降速或吹风。
用上这套工艺自稳逻辑,那个原本必堵的40层方筒,热像仪测出来的顶面温度既不往下掉也不往上爬,稳住了。
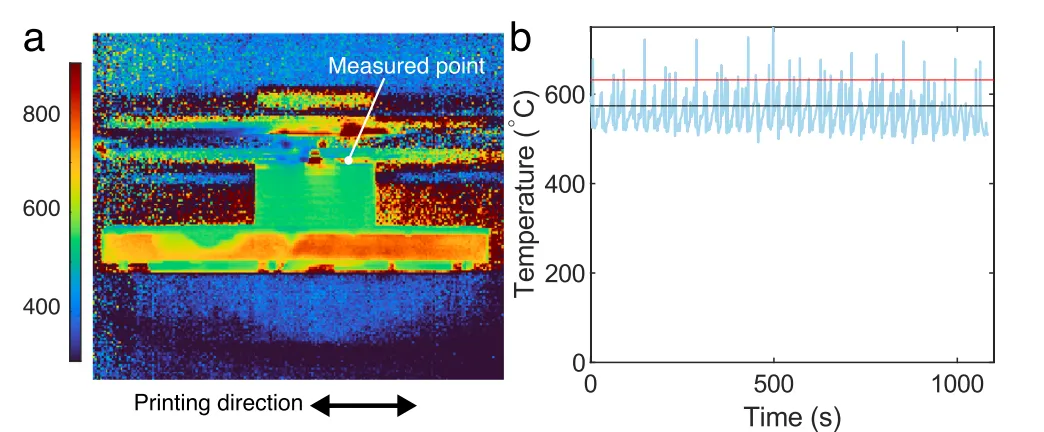
40层方筒在TN=850°C、TPT=500°C下的顶面温度,沿层数既无持续下降也无持续累积
工艺稳住了,在打印材料的硬度测试上,纳米压痕测下来沿高度都在0.8GPa上下,挺均匀。
各向同性这一点有意思,拉伸测出来加载方向不管顺着层还是垂直于层,弹性模量没有统计上的差别,说明层间是真熔到一起了,不是简单叠着。
拉伸模量比铝的名义值70GPa略低,论文归因于层间夹着的小气孔。
极限抗拉强度上顺层略高于垂直层,退火后这点差异也基本抹平。
断裂行为还是各向异性的,顺层断口呈韧性、有明显颈缩,垂直层沿层间界面断、偏脆。
孔隙率低到可以忽略,未退火件测出来是0.0003441%。
看下图拉伸力学结果
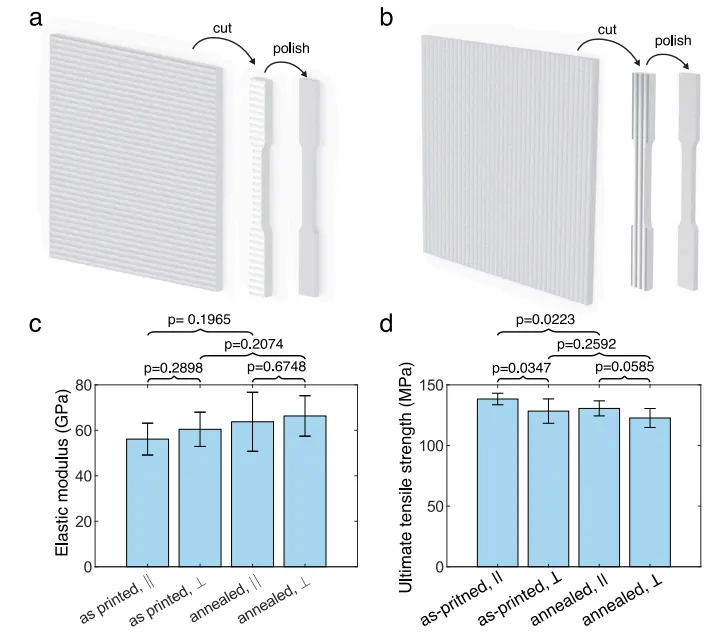
顺层与垂直层的弹性模量与极限抗拉强度对比,模量方向差异不显著
唯一沿高度明显变的是晶体取向。
简单说来,底层和顶层的织构不一样。
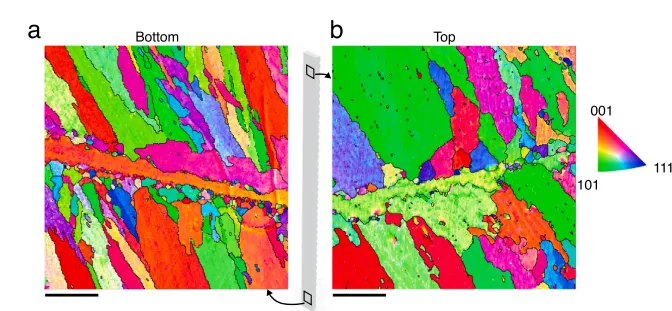
原因是底下那些层从头到尾贴着热床被高温泡着,相当于挨了一道退火,再结晶把立方织构养了出来;
顶上的层打完没多久件就出炉空冷,没这个待遇,留下的是挤出本身带来的剪切织构。
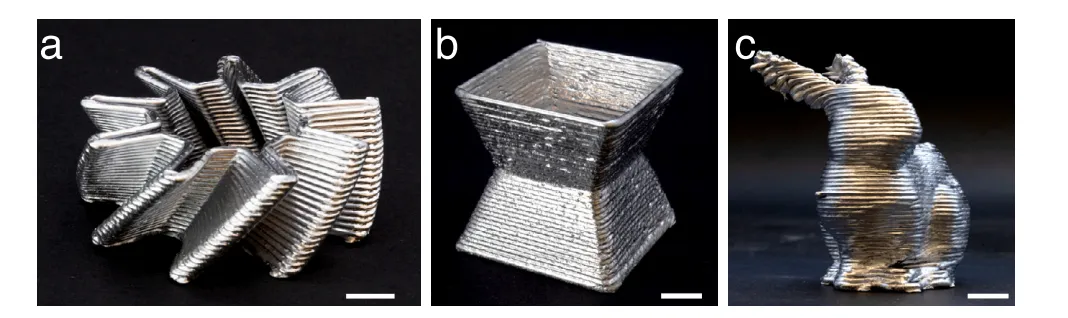
应用上,这套不止能打直上直下的方筒。
论文还打了带倾斜壁、截面连续变化的涡轮叶片造型和方形双漏斗,没堵头也没过热,沿高度表面质量一致。
再往复杂走,斯坦福兔子也打出来了,只是兔子的脚和耳朵这种地方出了问题。
相邻层之间横向错位太快,超出熔融料保持搭接的能力,料挂不住、往下垂。
腿、背、脸这些地方是好的,垂只发生在最陡的悬垂处。
回到题目,这成果离能卖的商业技术方案大规模使用有多远。
我们的判断是,论文本身扎实,它把MEAM两个最常见的失效机理讲透了,还给了一套能自稳且带数学模型的工艺流程。
但恰恰是这套流程的回答了为什么这技术还没真正铺开。
为了把一个方筒打稳,需要针对这个几何在COMSOL里跑模拟、拟合出一条逐层的热床温度曲线、把喷头温度卡在20度的窗口里,对某些形状还得把速度砍到三成。
这太复杂了。
还要看清这篇打的是什么底牌。前面提到材料是ER4043的液相632°C到固相574°C之间是一段比较宽的半固态糊状区,本来就是金属挤出里相对好打的那一类。
我们并不是说挤出金属3D打印这个技术并非毫无前途。
它现在的客户主要是大学、研究所、愿意自己折腾参数的创新型公司,还不是要稳定量产零件的工厂。
如果这个技术需要继续提升,论文自己也把出路指了出来。
喷头温度和走速做成动态可调,需要更接近真实连续沉积的瞬态热模拟,把路径规划当核心去做。
等到不用再为每个件单独算一条热床和喷头温度曲线那天,它才有可能走入工厂。
现在它是不错的研究方向,但离能商业化还相距甚远。
但这条路值得有人接着往下走,它跟主流的激光粉末床根本不是一套逻辑。
不用激光,不用金属粉,不用惰性气体或者用一小部分局部气保即可。
金属3D打印要想走入千家万户,获得非金属消费级3D打印界拓竹创想一般的成功,我们认为足够安全和无气体保护是其中两个核心要素。
对于MEAM来说,工艺难、打印效果不佳,可它在的意义在于有可能降低金属打印门槛。
这种路线启发,可能比眼下的难以商业化更值得关注。
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道