铜,这个人类最早掌握的金属之一,正在通过3D打印技术焕发出新的生命力。而3D打印,这个时代的弄潮儿,也在与这位老朋友的碰撞中找到了全新的应用。在北方一家数据中心,工程师给AM易道小心翼翼地捧出一块造型奇特的散热器。
这个仿生结构内部酷似珊瑚,但材质是纯铜,通过3D打印一次成型。
"这是我们最新的测试样品,散热性能比传统设计有所提升"。
这样的场景,AM易道在过去一年里已经见过很多次,也写过文章:AI数据中心爆发前夜:散热是3D打印未来十年的核心增量
而很多结构除了不锈钢、铝合金之外,铜因为其更高的接触散热效率成为了不可忽视的主角,而舞台后的导演,正是3D打印。
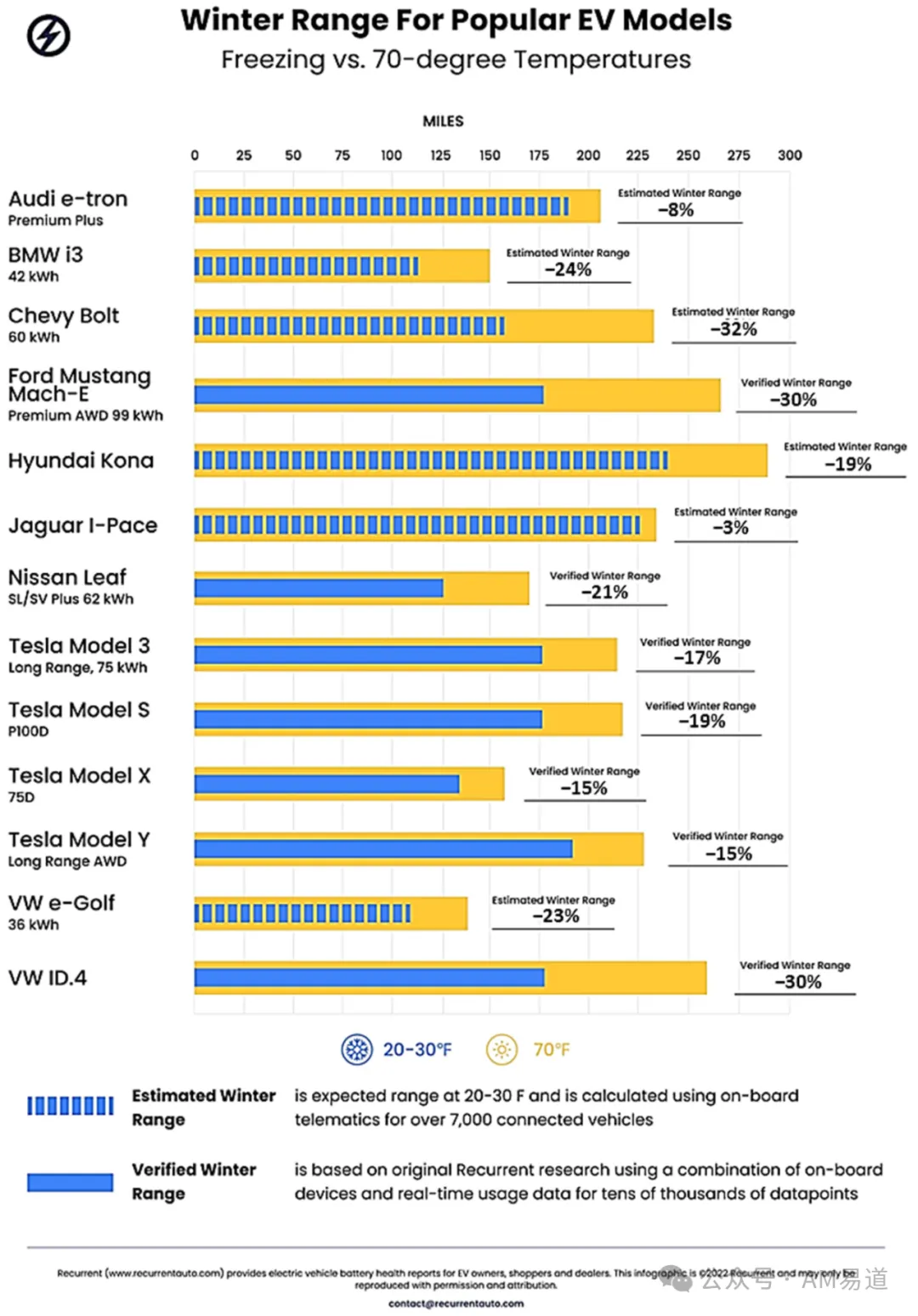
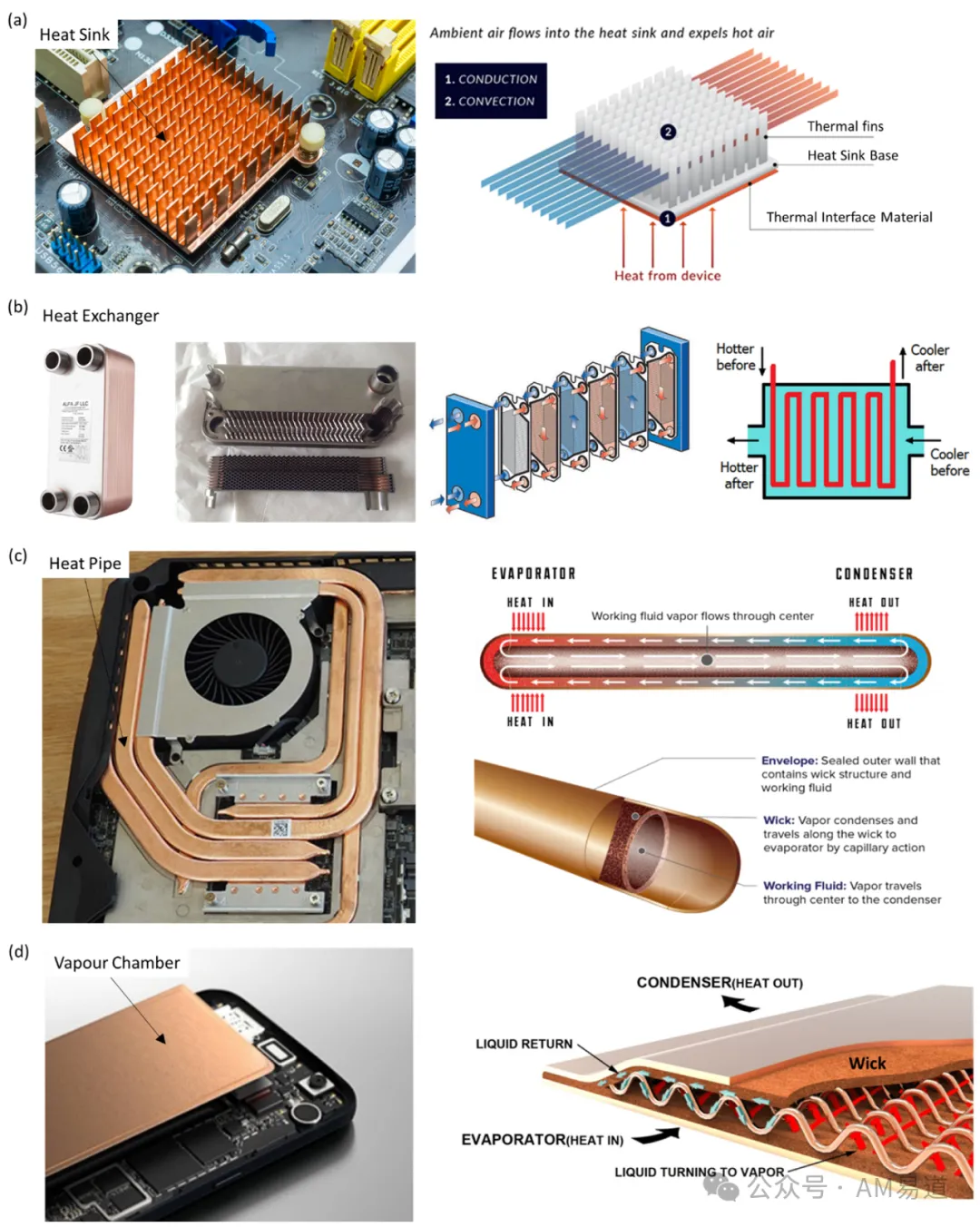
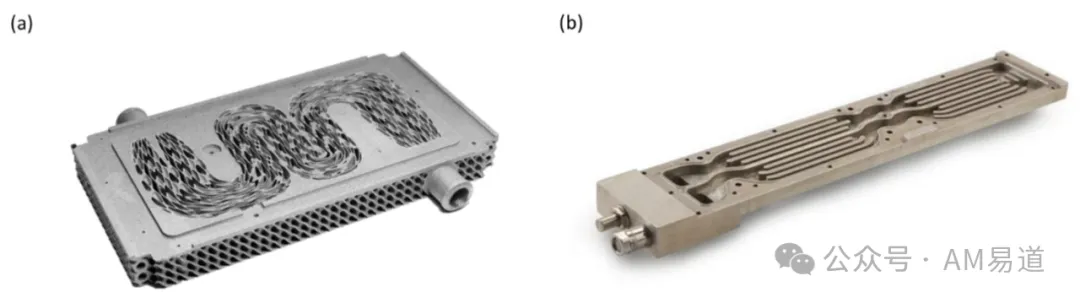
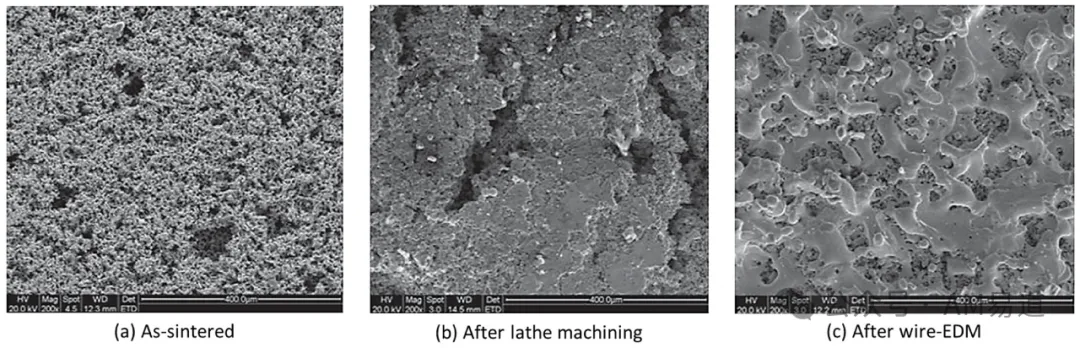
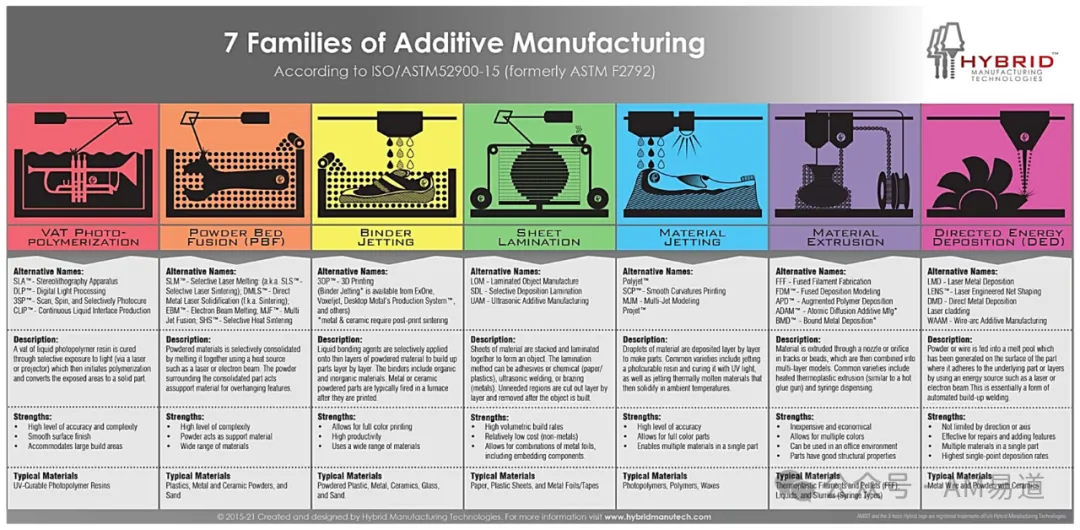
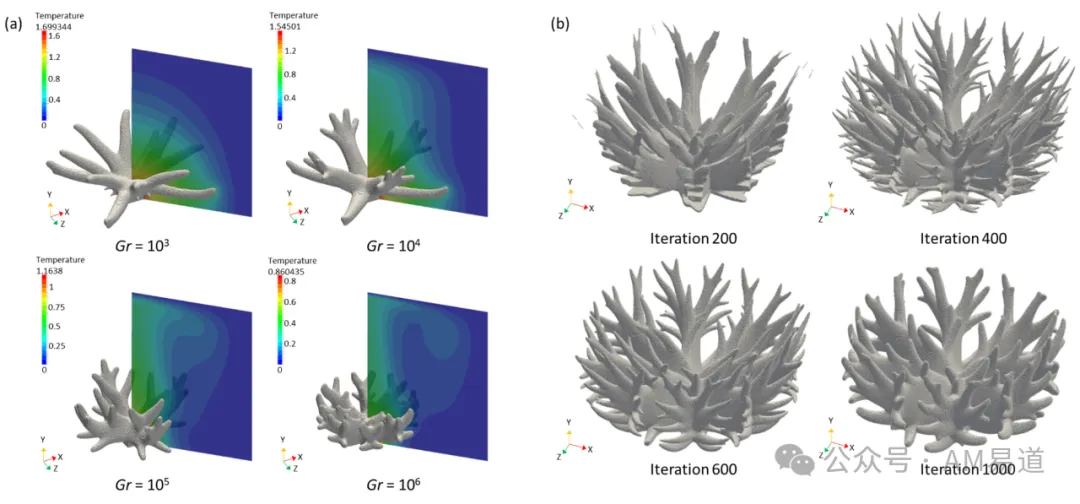
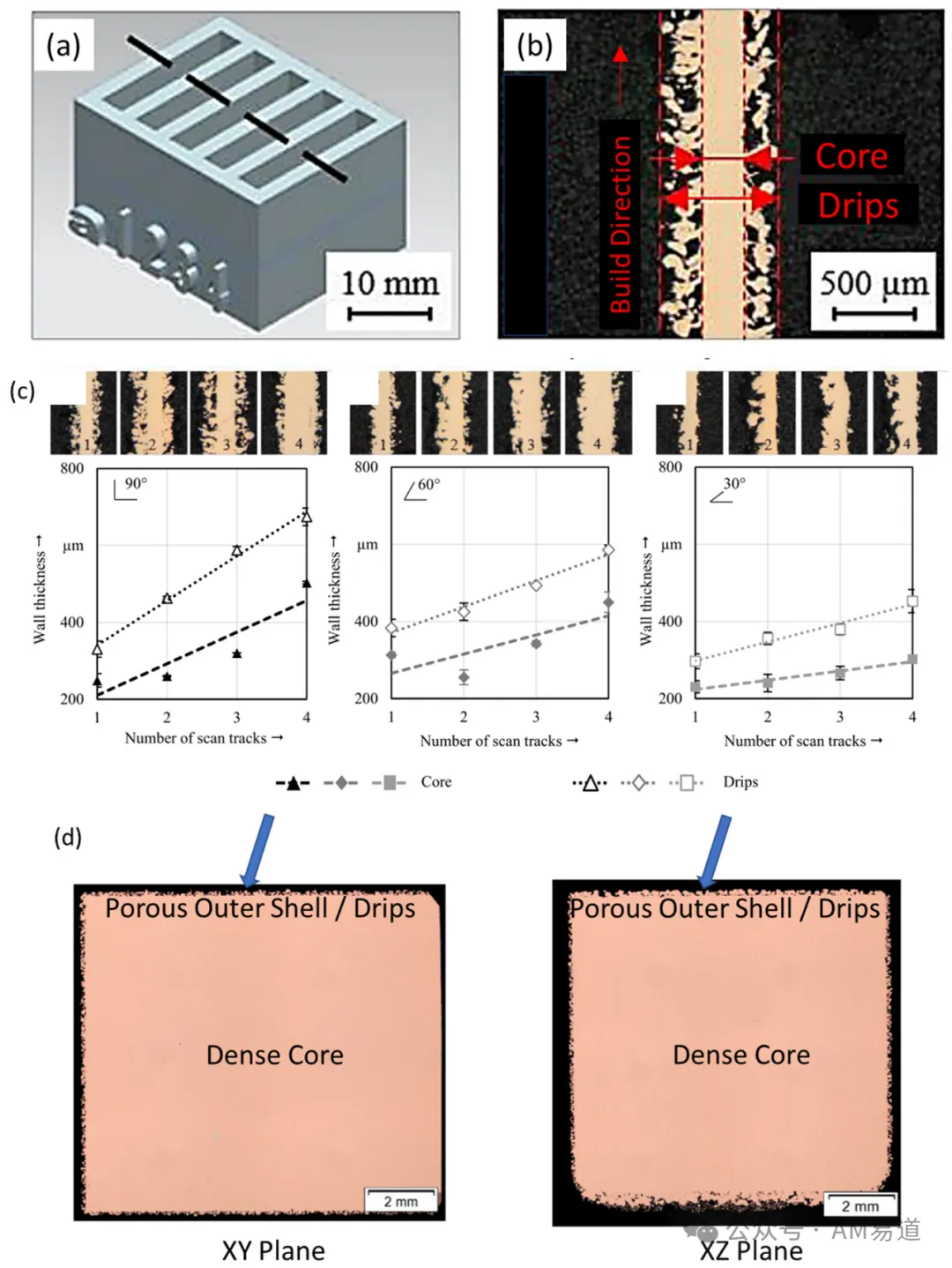
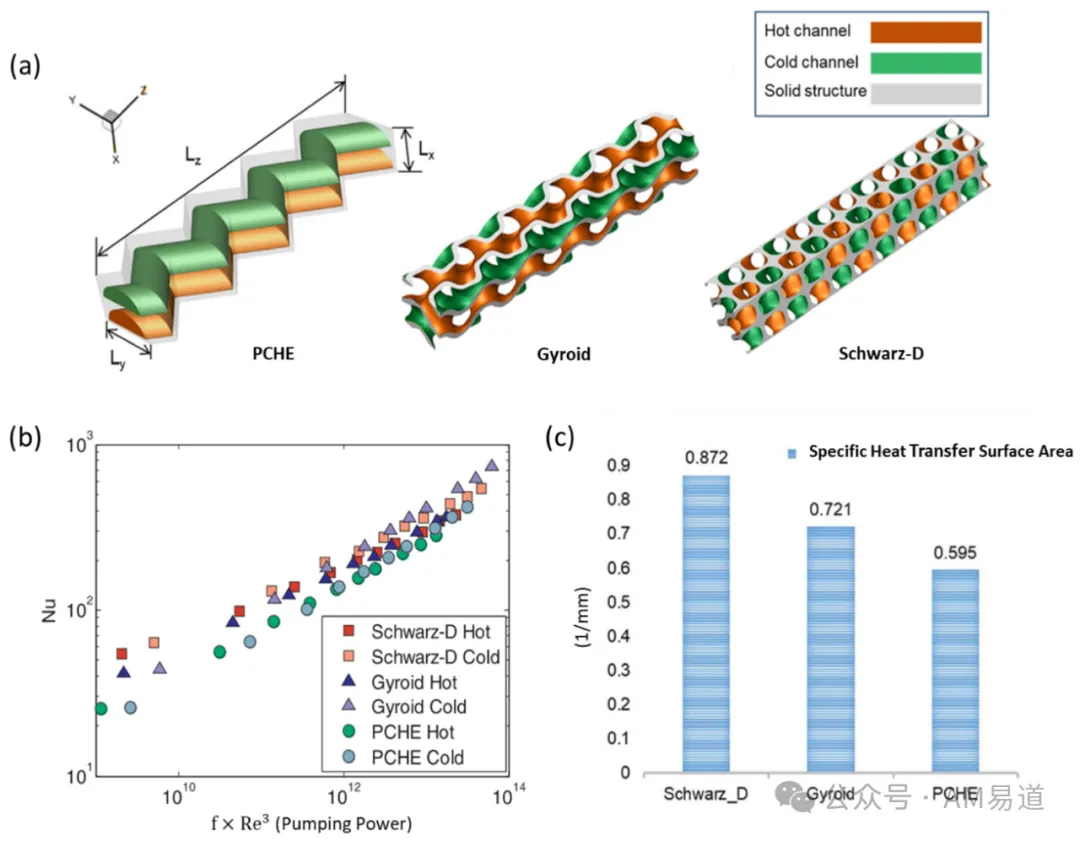
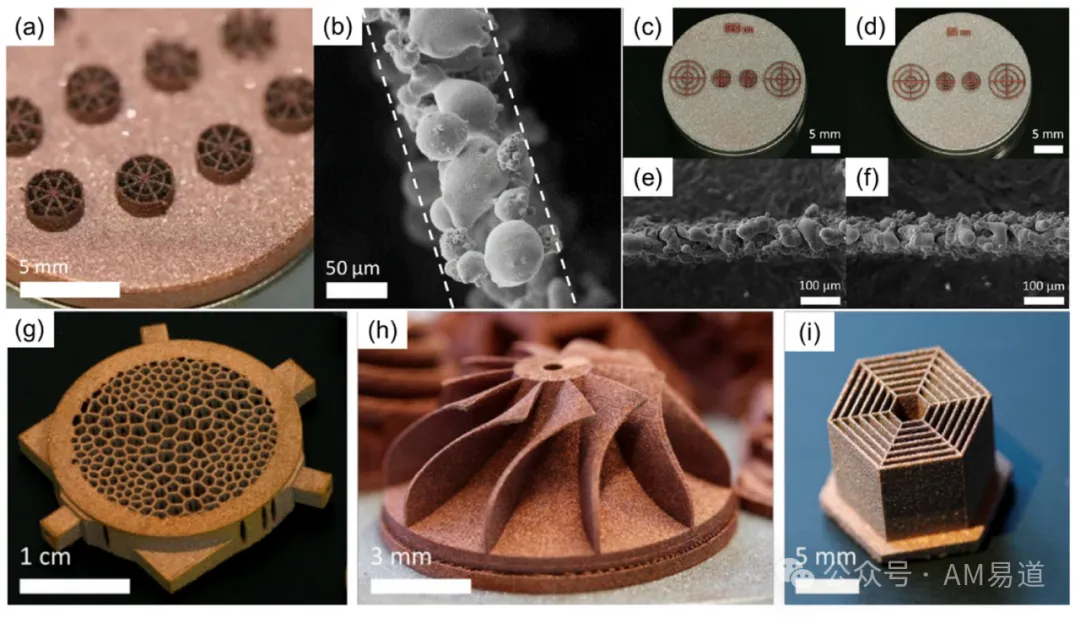
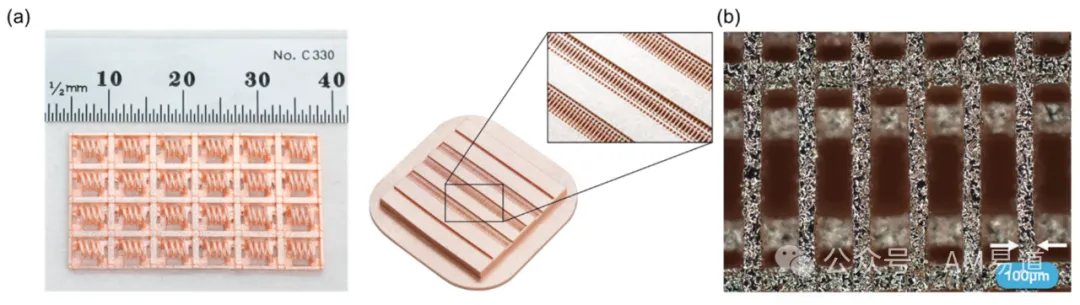
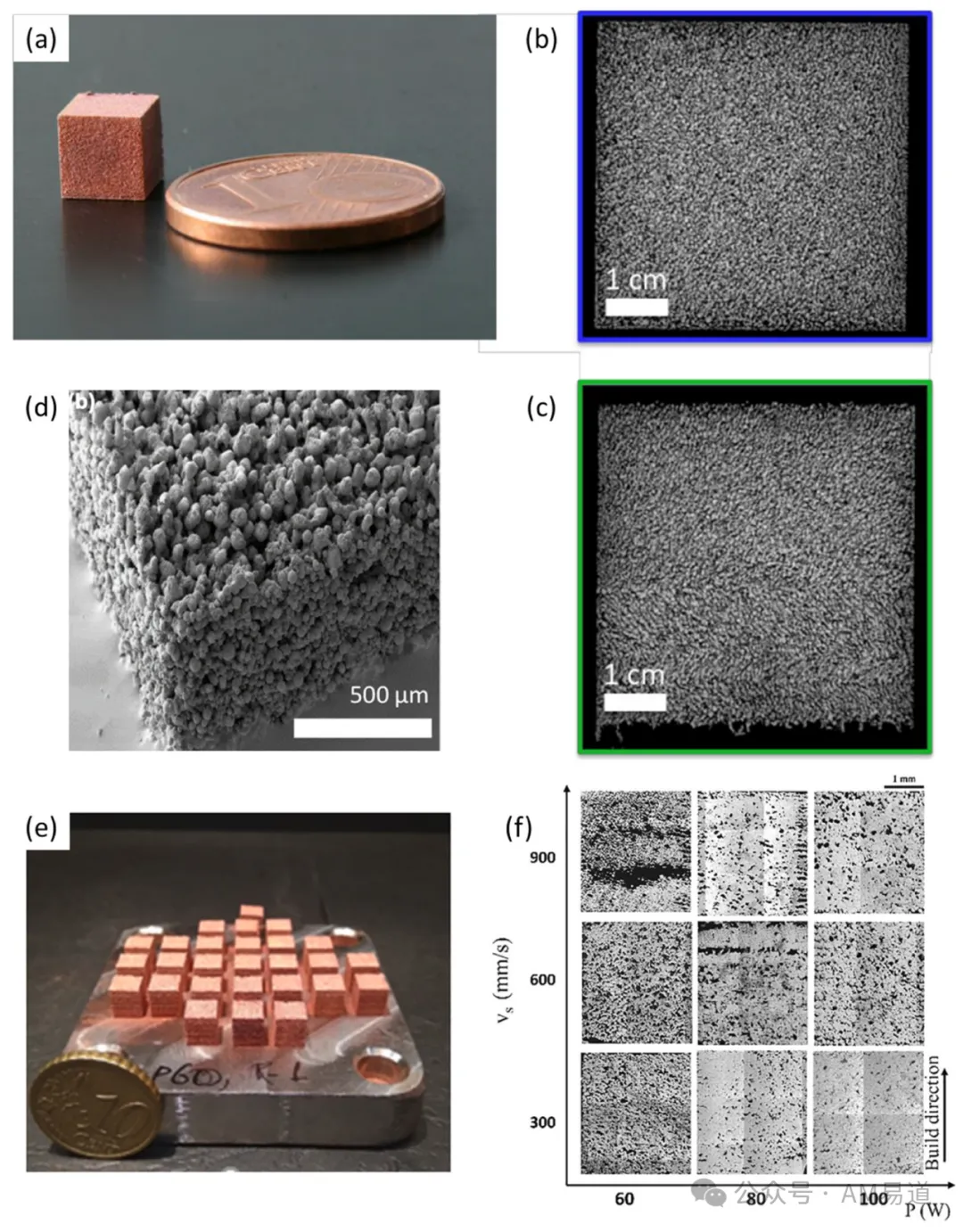
AM易道觉得要想全面理解铜3D打印的应用方向不如读一读一篇2023年发表的综述《Recent Advances in the 3D Printing of Pure Copper Functional Structures for Thermal Management Devices》。AM易道认为这篇文章不仅是一篇学术综述,也是一份产业发展藏宝图。从电动汽车到数据中心,从航空航天到新能源设备,热管理正成为制约发展的关键瓶颈。以电动汽车为例,原文图8展示了一组触目惊心的数据:在零下环境中,电动汽车的续航损失可达15-30%。例如,特斯拉Model 3在低温环境下续航损失约17%,而大众ID.4则高达30%。这还只是性能问题的表层。温度对电池的输出功率、充电性能、内阻和使用寿命都有深远影响,严重时甚至导致热失控引发火灾和爆炸风险。根据文章介绍,热管理设备主要包括四大类:散热器(heat sinks)、热交换器(heat exchangers)、热管(heat pipes)和蒸汽室(vapor chambers)。原文图3详细展示了这些设备的工作原理。一个关键发现是:这些设备的性能很大程度上取决于其内部的精细结构设计。铜作为导热性能仅次于贵金属的材料,一直是热管理领域的首选。但传统加工方法难以制造出理想的复杂内部结构。这就是3D打印的用武之地。文章通过图1展示了传统加工和3D打印制造的散热器内部通道结构对比。3D打印可以实现更复杂的拓扑优化结构,提供更大的传热面积,同时保证流体阻力最小。原文图7清晰展示:传统的车削和线切割加工会导致多孔结构被压扁或堵塞,严重影响毛细效应。前面展示的原文图1对比展示了传统加工和3D打印制造的散热器内部通道结构差异:3D打印可以实现更复杂的拓扑优化结构,在相同泵功率下提供高达120%的传热性能提升。在工艺细节上,这些TPMS结构的优化还包括单元尺寸和形状的精确控制。典型的Gyroid结构单元尺寸在3-10mm之间,壁厚通常控制在0.3-0.7mm范围,以平衡热传导和流体流动性能。而图6展示的理想热管芯结构,需要精确控制的微观形貌,这在传统工艺下几乎不可能。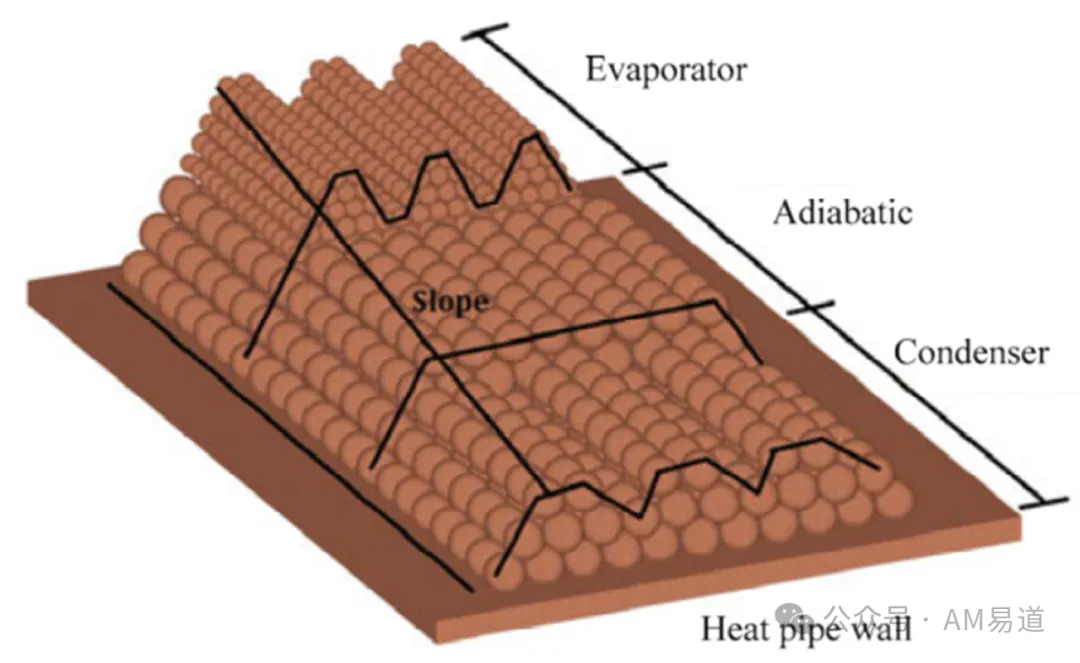 3D打印的优势不仅体现在微观结构控制上,在宏观应用中同样令人印象深刻。原文图9展示了一个极具说服力的案例:空客A380的液压阀块。通过3D打印技术,不仅实现了35%的减重,还将零件数量减少了10个。这个案例诠释了3D打印在高端制造领域的革命性潜力。增材制造技术全景原文图10展示了七大增材制造技术家族,这是理解3D打印铜工艺路线的重要基础。从粉末床熔融(PBF)到材料挤出(MEX),从光固化(VAT)到粘结剂喷射(BJT),每种技术都有其独特优势。在铜的加工中,这些技术展现出不同的应用潜力。热管理设备的未来设计趋势上面段落的原文图4展示采用Gyroid和Schwarz-D等三周期最小曲面(TPMS)结构的热交换器,其传热性能比传统直线通道提高了120%!原文图5则展示了另一个发现:通过大规模计算模拟优化得到的自然对流散热器形态呈现出分形树状结构。这种设计在各种工况下都展现出优异的散热性能。原文图11展示了一个重要发现 - 4N(99.99%)和6N(99.9999%)纯度的铜,其导热性能可以相差一个数量级。传统近红外激光(1060nm)对铜的吸收率仅为5%左右。原文图2展示了一个严重后果:激光反射甚至会损坏打印机的光学系统。这促使了两个技术方向的发展:
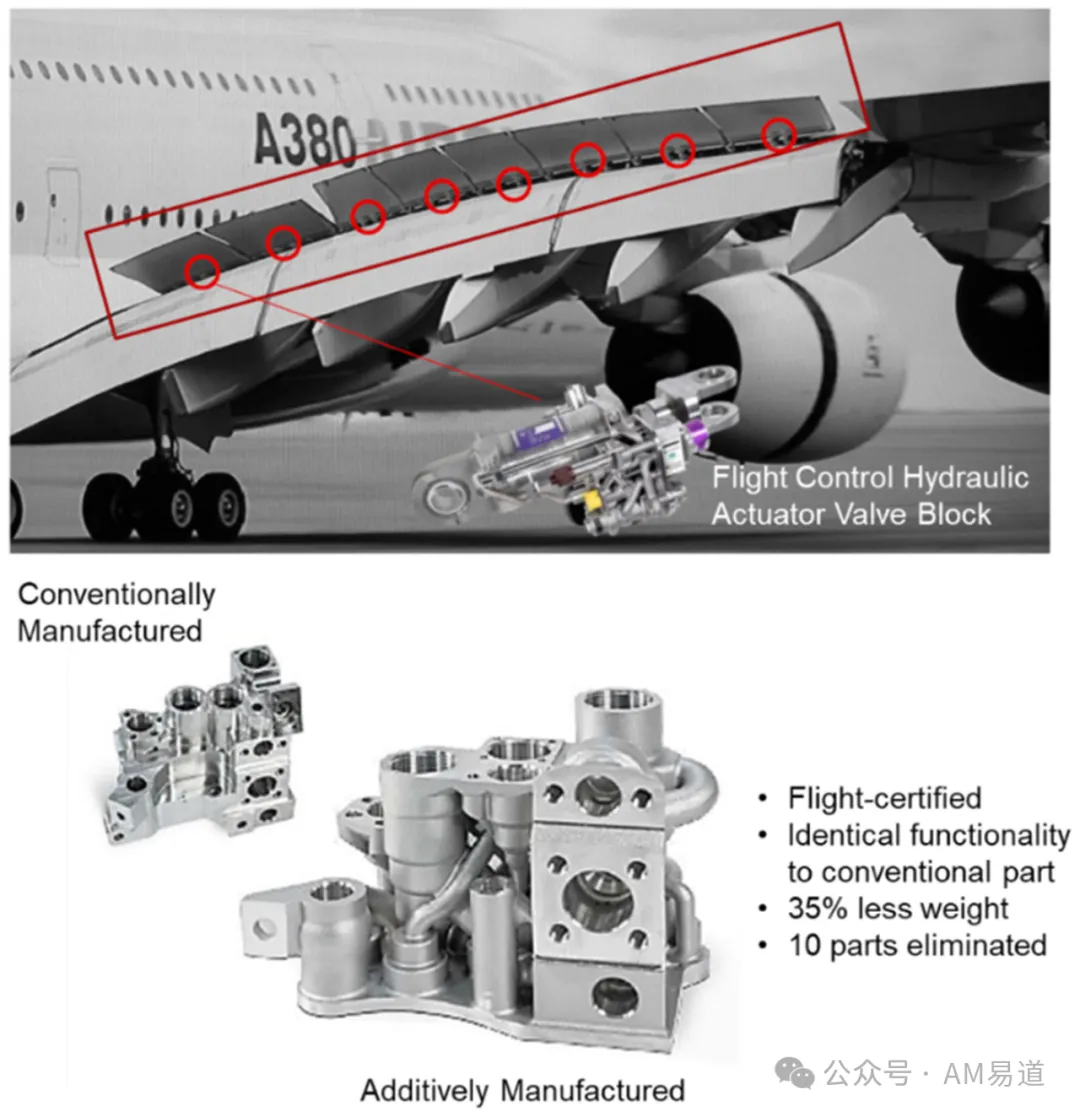
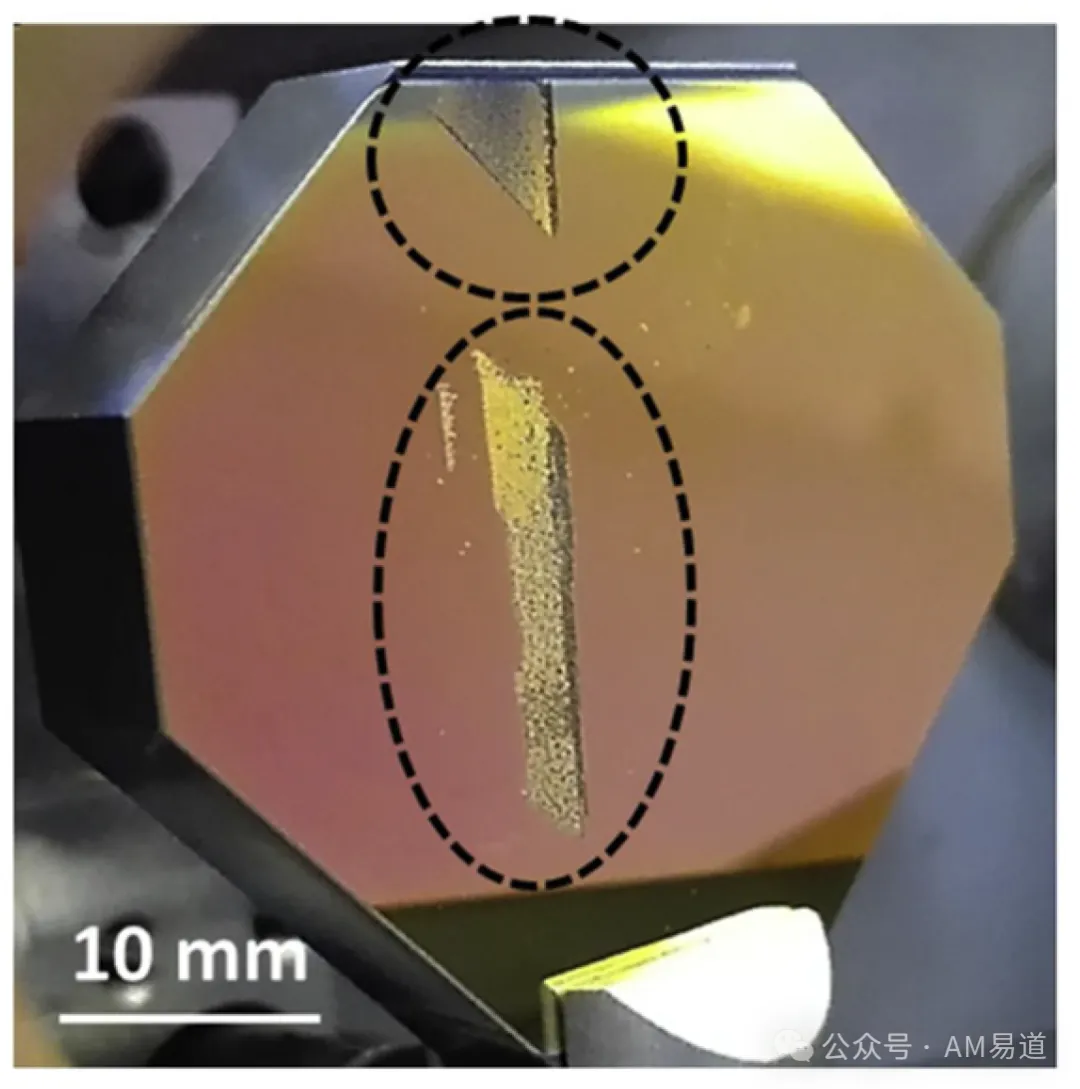
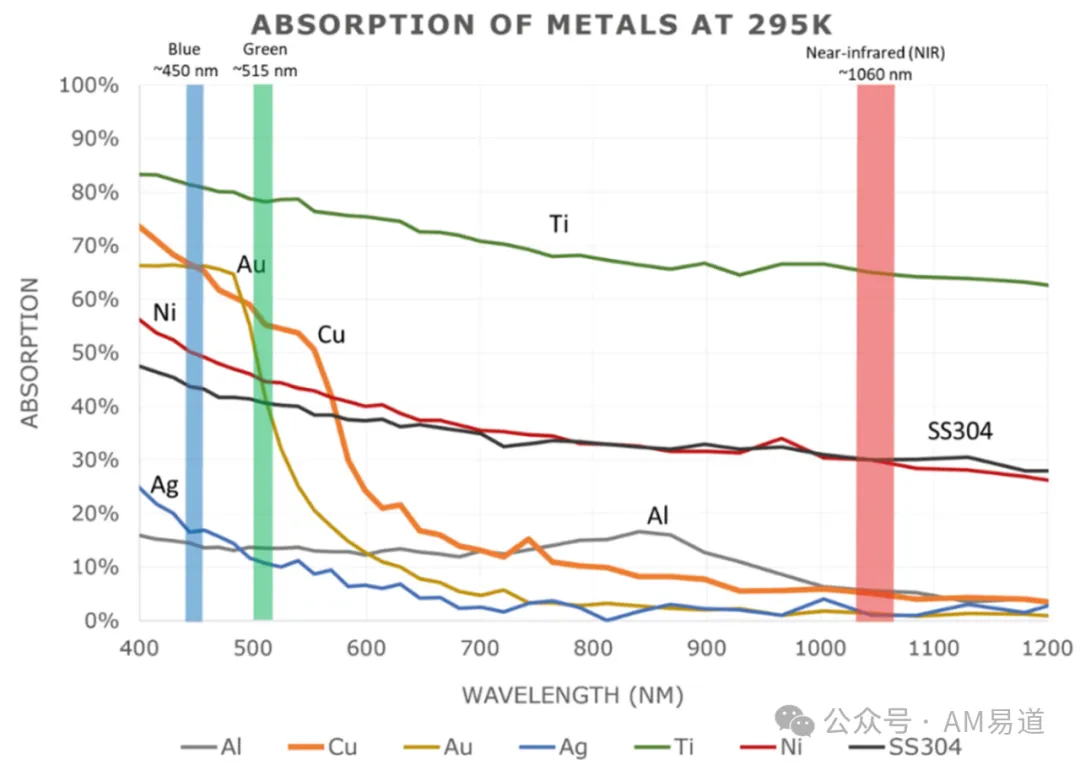
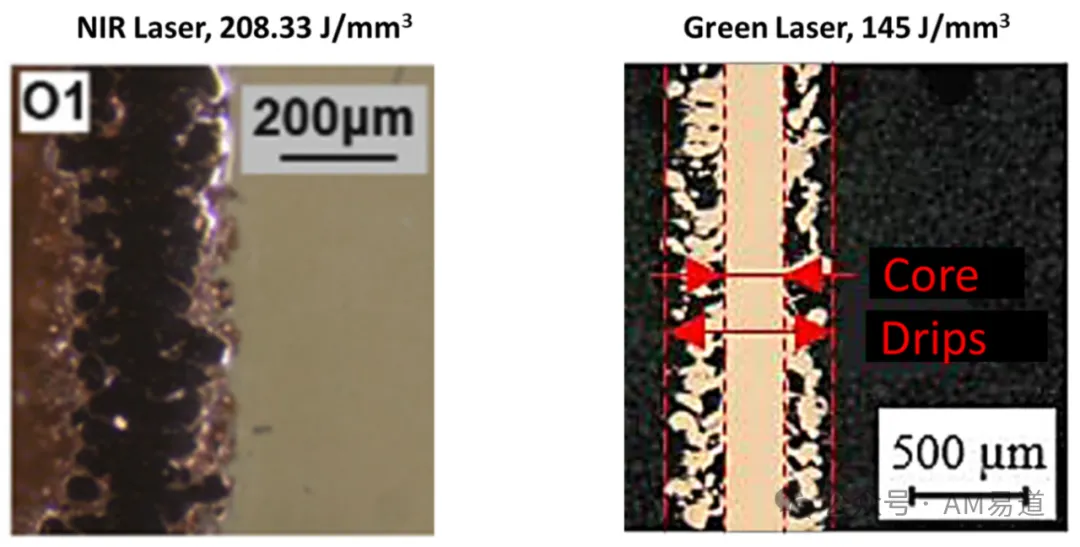
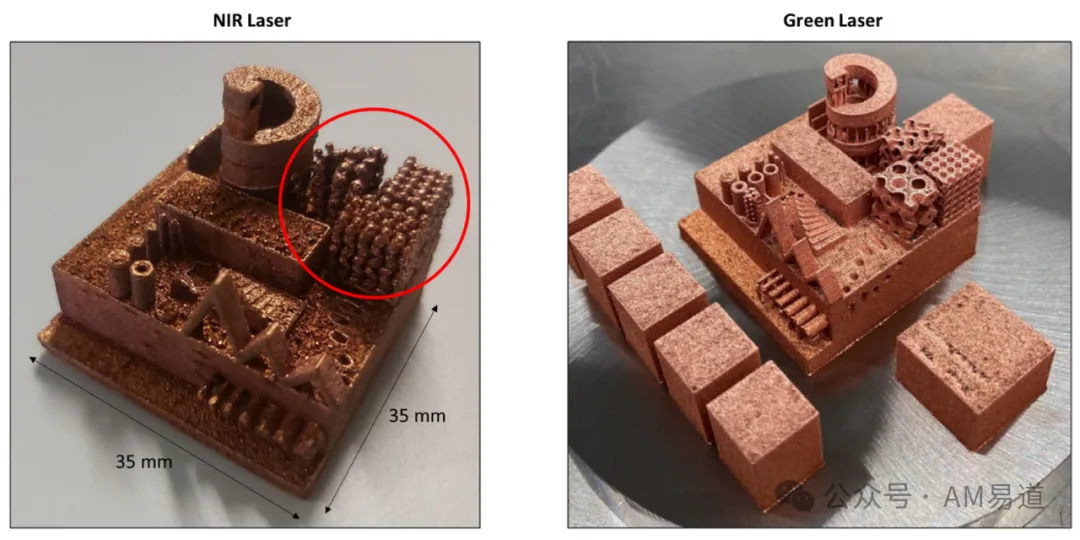
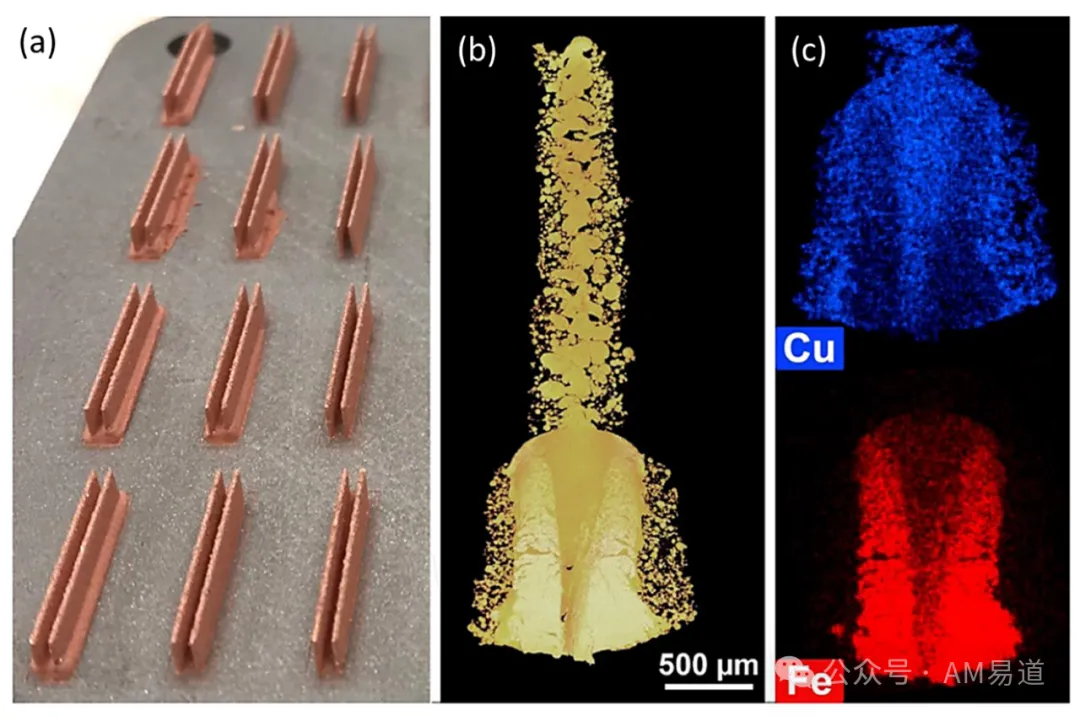
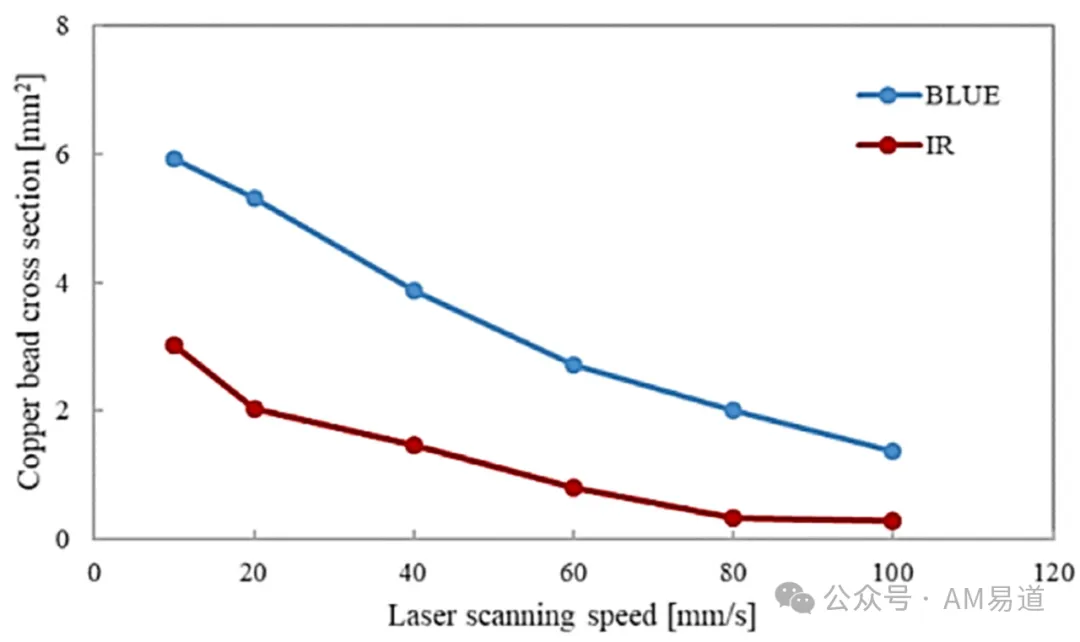
3D打印的优势不仅体现在微观结构控制上,在宏观应用中同样令人印象深刻。原文图9展示了一个极具说服力的案例:空客A380的液压阀块。通过3D打印技术,不仅实现了35%的减重,还将零件数量减少了10个。这个案例诠释了3D打印在高端制造领域的革命性潜力。增材制造技术全景原文图10展示了七大增材制造技术家族,这是理解3D打印铜工艺路线的重要基础。从粉末床熔融(PBF)到材料挤出(MEX),从光固化(VAT)到粘结剂喷射(BJT),每种技术都有其独特优势。在铜的加工中,这些技术展现出不同的应用潜力。热管理设备的未来设计趋势上面段落的原文图4展示采用Gyroid和Schwarz-D等三周期最小曲面(TPMS)结构的热交换器,其传热性能比传统直线通道提高了120%!原文图5则展示了另一个发现:通过大规模计算模拟优化得到的自然对流散热器形态呈现出分形树状结构。这种设计在各种工况下都展现出优异的散热性能。原文图11展示了一个重要发现 - 4N(99.99%)和6N(99.9999%)纯度的铜,其导热性能可以相差一个数量级。传统近红外激光(1060nm)对铜的吸收率仅为5%左右。原文图2展示了一个严重后果:激光反射甚至会损坏打印机的光学系统。这促使了两个技术方向的发展:- 短波长激光器(绿光515nm、蓝光450nm)原文图18直观展示了不同金属对不同波长激光的吸收率对比,铜在近红外区域表现最差,而在蓝光(450nm)和绿光(515nm)区域吸收率显著提高至约50%。原文图21和原文图22的对比清晰展示了不同激光工艺的差异:传统近红外激光和绿光激光在加工铜时表现出明显不同的特征。
虽然绿光激光在表面质量方面还有待提高,但其对铜的高吸收率优势显著,为未来发展指明了方向。而原文图27展示了蓝光激光在加工纯铜时的独特优势:更高的能量吸收率带来了更稳定的熔池行为。而原文图28则通过直观对比展示了NIR激光和绿光激光在打印质量上的差异。这种多元化的技术路线为不同应用场景提供了更多选择。
AM易道在这里插一段解释铜对不同波长激光的吸收率差异源于其原子电子能级结构和光子能量的关系。短波长激光(如绿光515nm、蓝光450nm)携带更高的光子能量,而长波长的近红外激光(1060nm)光子能量较低。当激光波长缩短,光子能量增加(E=hc/λ),能够激发更多电子跃迁至更高能级,从而提高吸收效率。在室温下,绿光和蓝光对铜的吸收率分别可达40-50%,而近红外区域仅有5-10%。短波长激光更容易在铜表面激发等离子体共振,这种集体电子振荡现象能显著增强光能吸收。当入射光波长接近铜的表面等离子体共振波长(约400-550nm区域)时,吸收率会急剧提高。铜在可见光区域有强烈的带间跃迁,电子从d带跃迁到s-p混合带,这种跃迁在短波长激光照射下更加明显,增强了能量吸收。这也解释了为什么铜呈现特有的红色:它反射红光而吸收蓝绿光。正是由于这些物理机制,短波长激光能够在相对较低的功率下实现铜的高效熔化,大幅拓宽了工艺窗口。实验数据表明,即使在相同光斑尺寸和功率密度条件下,绿光激光的能量吸收效率约为近红外激光的5-8倍,这对精细结构的稳定成形至关重要。
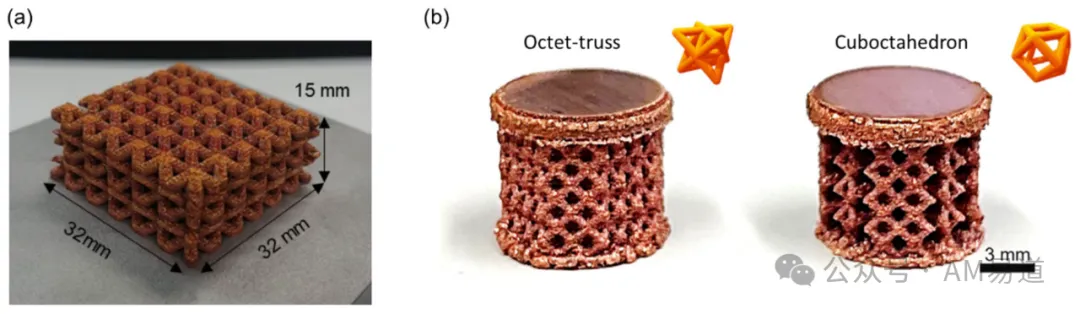
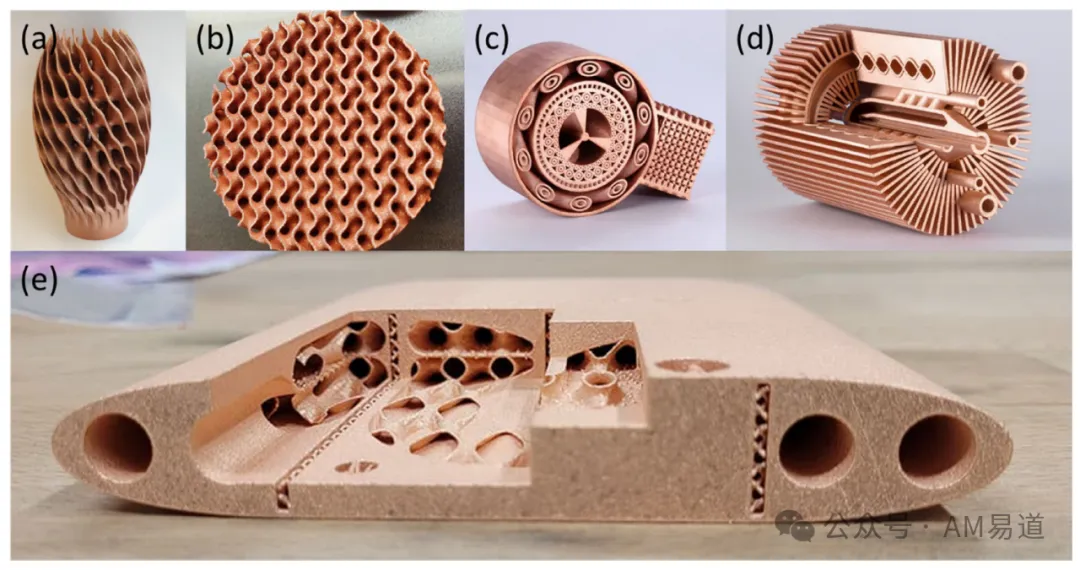
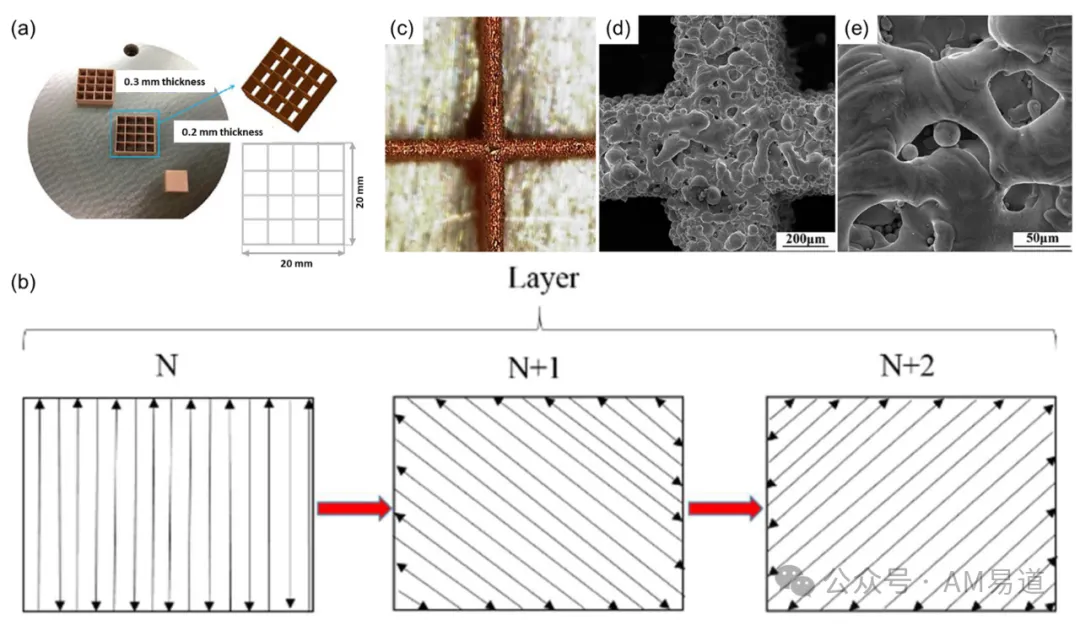
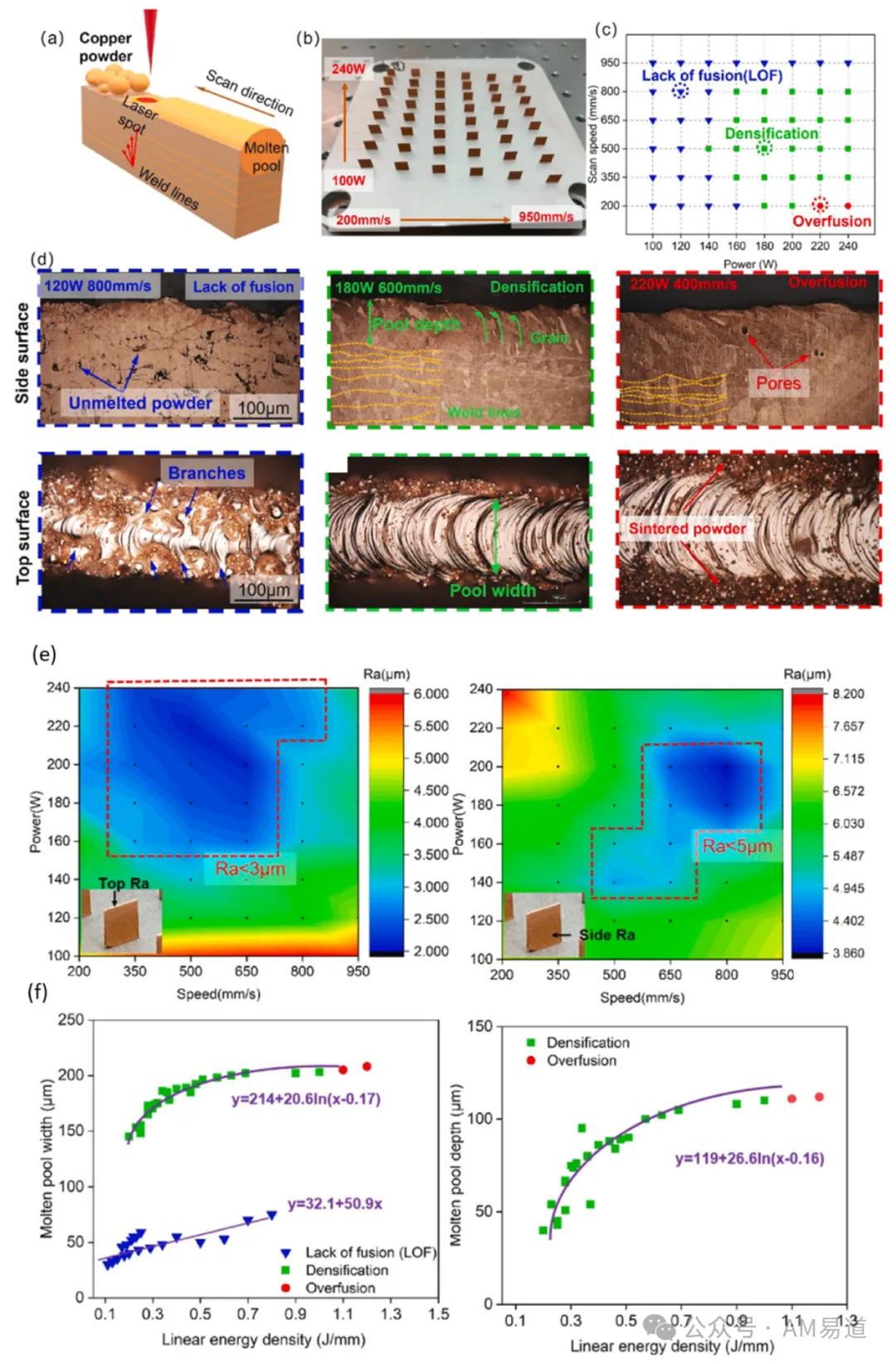
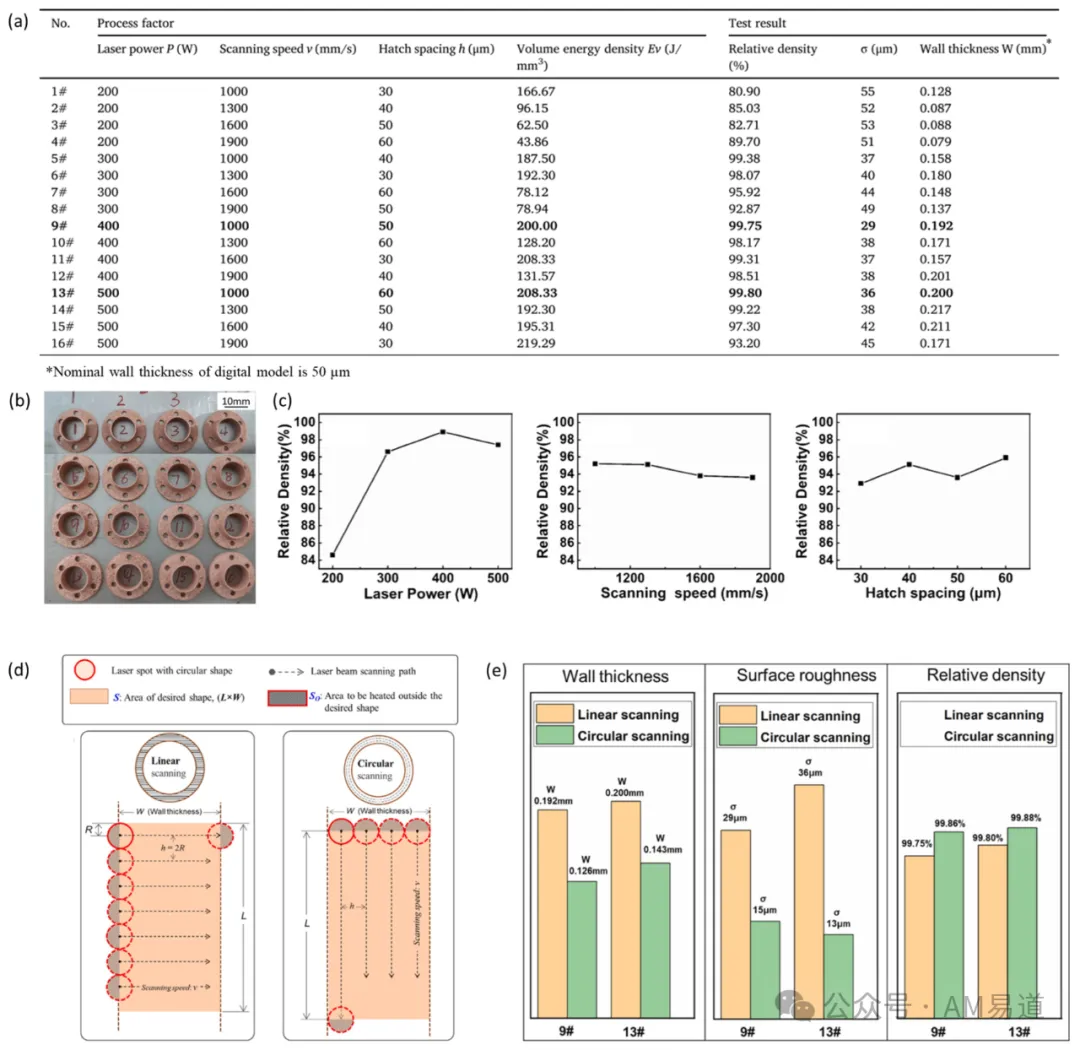
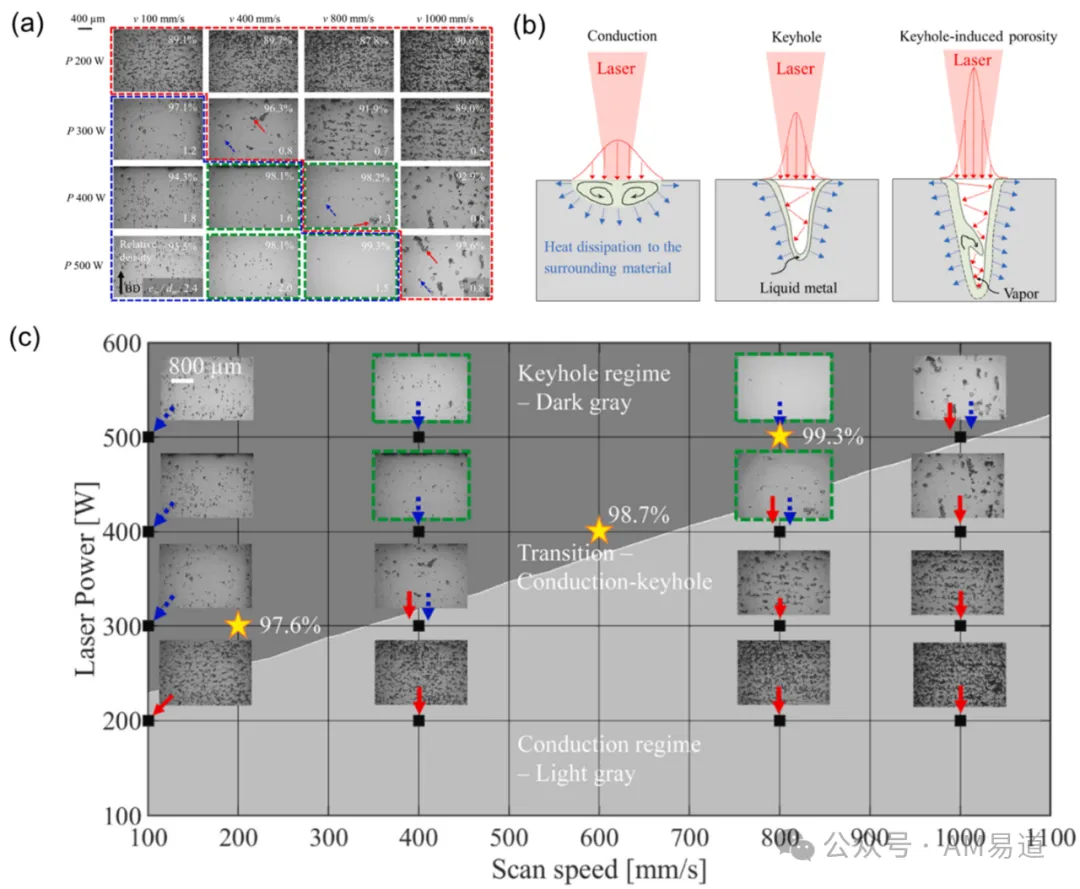
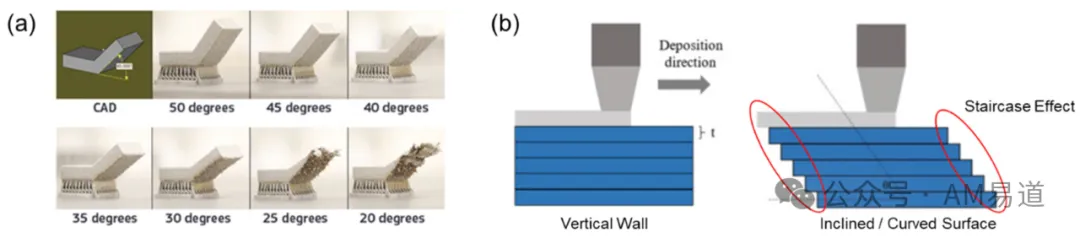
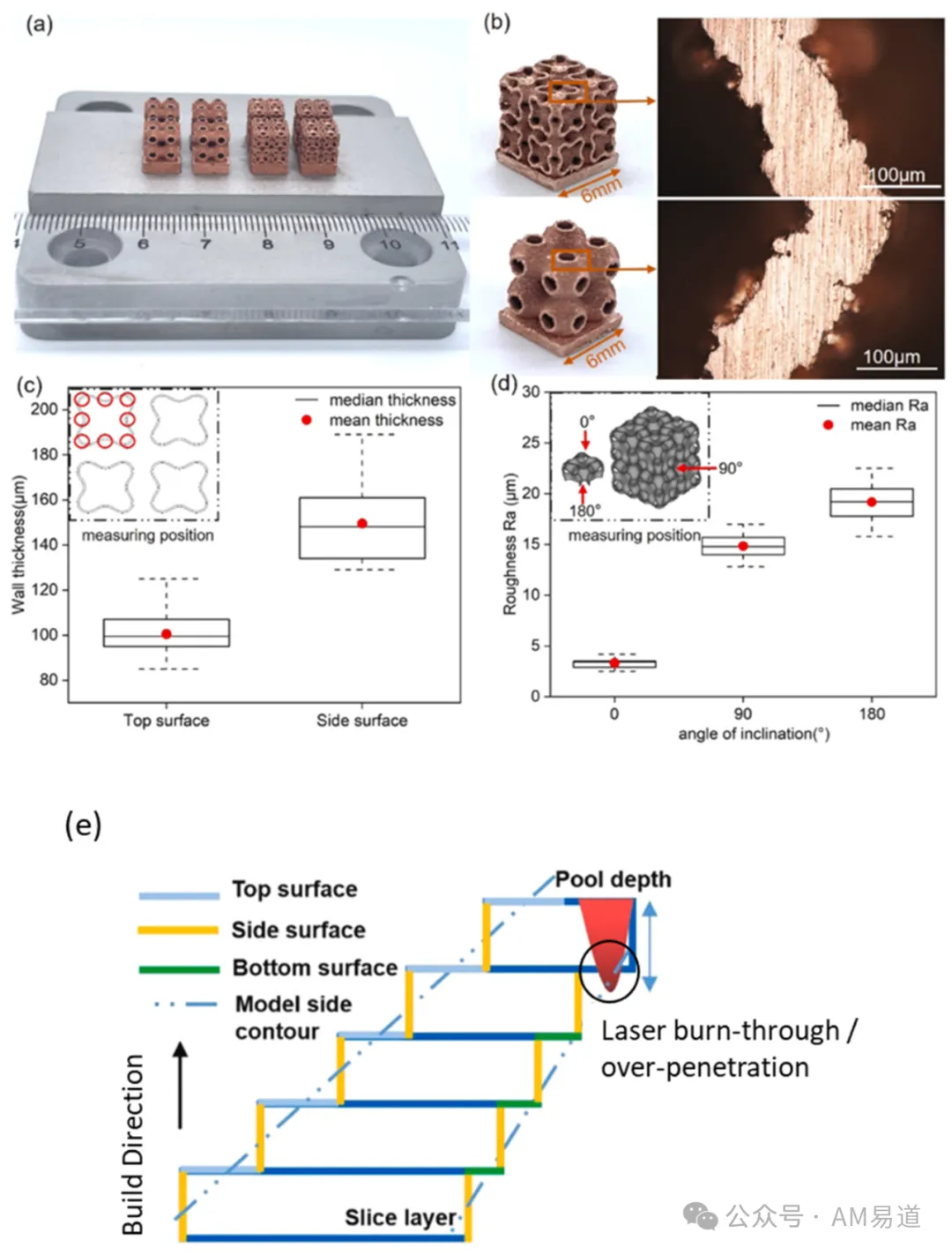
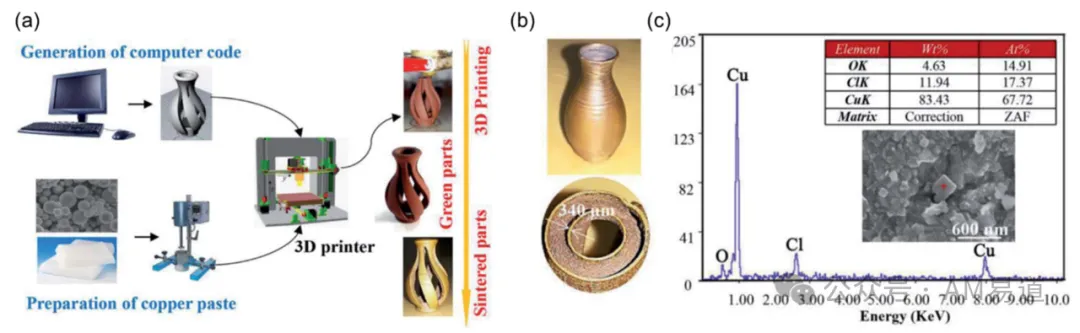
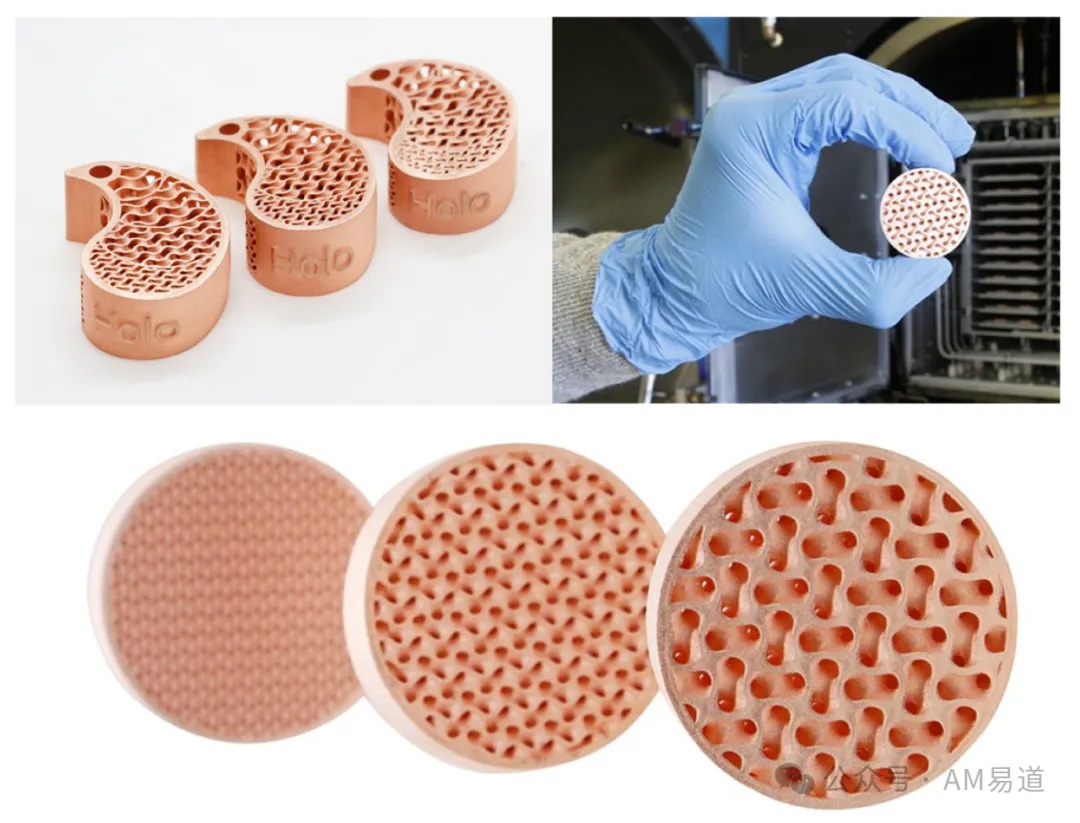
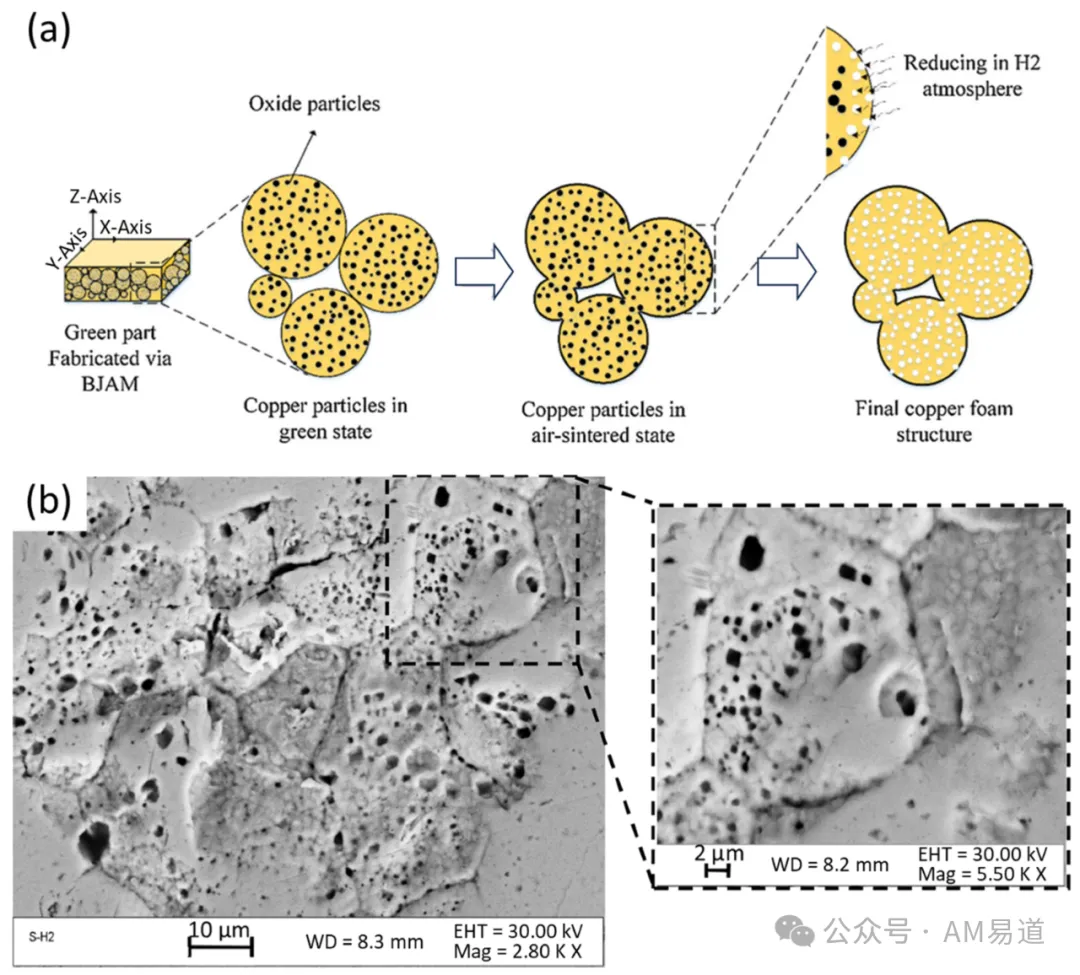
原文图4展示的三周期最小曲面(TPMS)结构在传热性能上展现出显著优势。特别是在Gyroid和Schwarz-D结构中,不仅提升了传热面积,还优化了流体流动路径。原文图12展示了几个令人印象深刻的案例,从复杂的散热器到精细的热交换器,都展现出极高的制造精度。高精度薄壁结构研究:原文图13-15系统展示了薄壁结构的研究过程:从基础的网格结构测试,到不同打印策略的对比,再到最终实现100微米级的精细结构。特别值得注意的是,上图15展示的超短脉冲激光技术,成功实现了70:1的超高纵横比,这在传统工艺中是难以想象的。这种技术虽然功率较低(仅11-24W),但能量密度极高,可达数百GW/cm²,能够实现极高精度加工。通过高精度激光成形,研究人员成功实现了100µm级的纯铜薄壁结构,相对密度高达99.6%,表面粗糙度Ra仅为3-5µm。在3D打印纯铜的过程中,工艺参数的精确控制至关重要。文章通过多个详细的数据对比(原文图16),展示了不同工艺参数对打印质量的影响。特别是原文图17的分析揭示了激光工艺窗口的精确控制对于获得高质量打印件的重要性。原文图20则展示了短波长激光相比近红外激光在加工铜时的显著优势。光源之外的参数控制方面,图25展示了一个常被忽视但极其关键的参数:打印倾斜角度。不同倾斜角度会导致显著不同的打印质量,这对于复杂热管理结构的制造具有重要指导意义。特别是在20-50度的过渡角度区间,需要特别的工艺策略来保证打印质量。原文图26进一步展示了高精度打印的微观细节。通过优化扫描策略和能量输入,研究人员成功实现了致密度高达99%以上的精细结构。这种高质量的打印效果为热管理设备的性能提升提供了可能。除了传统的激光选区熔化工艺,一些新型工艺路线也展现出独特优势。原文图23和图24展示了基于烧结的工艺路线,包括材料挤出和光固化成型。特别引人注目的是原文图29展示的数字光处理(VPP)技术。这种技术结合了光固化成型的高精度和金属注射成型的成熟烧结工艺,能够实现高密度(95%)、高导电性(92% IACS)、高导热性(92%铜标准)的100µm薄壁结构。在热管应用领域,原文图30和图31展示了两种不同的多孔结构制备方法。原文图30展示了使用超短脉冲激光制造的泡沫铜结构,孔隙率可控在36-60%范围内。这些多孔结构孔径分布均匀,孔壁结构完整,对毛细流动特性至关重要。原文图31的AERO工艺则展示了另一种创新方法,通过氧化物还原实现可控的孔隙率,特别适合热管的毛细芯结构应用。从前面的研究内容可以看出,3D打印纯铜在散热器、热交换器等领域已经展现出明显优势。特别是在电动汽车、数据中心等高端应用领域,其独特的设计自由度和性能优势将带来巨大改变。文献指出,电池最佳工作温度区间为15-35℃,且电池组内部温差不应超过5℃。现代计算芯片需要应对高达300 W/cm²的散热需求,相当于在一平方厘米区域内散去5个吹风机的热量。从太阳能板到风力发电,从氢能设备到核能装置,高效热管理都是关键技术瓶颈。综上所述,热管理设备的性能需求将随着社会向数字化和节能方向发展而呈指数级增长。拓扑优化的功能几何结构如仿生分支状分形结构、TPMS点阵和多孔泡沫等结构已被纳入较有潜力的解决方案。虽然传统制造工艺在物理实现这些几何结构方面存在局限,但增材制造提供了广阔可能性,当前已有多种解决方案可用于3D打印纯铜。从商业战略角度看,我们可以预见随着电动车、高性能计算和可再生能源发展,对高性能热管理解决方案的需求将激增。能提供定制化、高热效率散热器、热交换器和热管的企业将占据优势地位。AM易道认为不同类型的激光光束的增材制造和基于烧结的增材制造各有优势。企业可根据自身积累以及应用需求和产量选择合适技术路线。那些能够将最前沿的材料科学、激光工艺、拓扑优化和应用工程融为一体的企业,将在这场热管理革命中脱颖而出。正如铜在人类文明中扮演的关键角色一样,3D打印铜制造或将成为推动新工业革命的重要力量。文章出处
本文内容主要基于以下研究综述:
Choong, Y.H.; Krishnan, M.; Gupta, M. Recent Advances in the 3D Printing of Pure Copper Functional Structures for Thermal Management Devices. Technologies 2023, 11, 141.
DOI: https://doi.org/10.3390/technologies11050141

 发布内容
发布内容














 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道