
 发布内容
发布内容













想给这款明星3D打印机找茬,结果出乎意料
这次测评是带着挑刺的心态开始的。
桌面级多色打印这两年的内容大家都挺熟悉了。
X倍速度+X倍省料+彻底解决废料问题,许多家企业都这么说。
Snapmaker U1上线Kickstarter那阵子,2061万美元、20680名支持者,刷新了3D打印机众筹的全球纪录。
但纪录只能证明海外用户掏钱够爽快,不能证明机器够好。
明星机器的滤镜得自己亲手揭开来看。
我们把这台机器搬回工作室,花了大半个月,拿测试模型一遍遍折磨它。
结论先说在前面:
它不是完美的,我们也找到了一些小问题。
但整体测试做完之后,AM易道意识到,
这台机器对3D打印农场和工作室来说,是非常值得认真考虑入手的设备。

下面是完整的测评笔记。
开箱:第一感是沉,第二感是有细节
机器搬上工作台我们用了两个人。
这是好事,便宜的桌面机容易在用料上少工,重量至少有可能说明用料的扎实。
U1机身框架用了大量冲压件,目测厚度至少1mm以上,敲起来砰砰的。
工具头和挂架是压铸铝合金加铣削,握在手里有那种掉地上不会坏的感觉。
但这种跌落测试,肯定不在我们舒适范畴内。
最让我们关心的是SnapSwap的机械锁定。
四个独立工具头由Core XY龙门抓取,靠钢球定位耦合对接,不用螺丝、不用磁铁、不用额外电机。

我们做了一个不太厚道的测试:
打印中途轻轻撞了一下正在工作的工具头。
结果没有什么影响。
官方公布的1000000次换头零故障,AM易道无法独立验证次数,但从机械结构看,这套钢球+机械闭锁的方式感觉直白可靠。
但开箱过程里,有两个点需要注意:
一:四个工具头独立安装,且解锁方向不一样。1号工具头向左安装,2、3、4号向右安装。


1号背面贴了醒目标签提醒,我们一开始没注意,差点装反,费了2分钟。
二:首次校准前,必须先移除打印板、用附赠刷子清理喷嘴。
这个步骤操作界面会有提示,但容易被老玩家凭经验跳过。
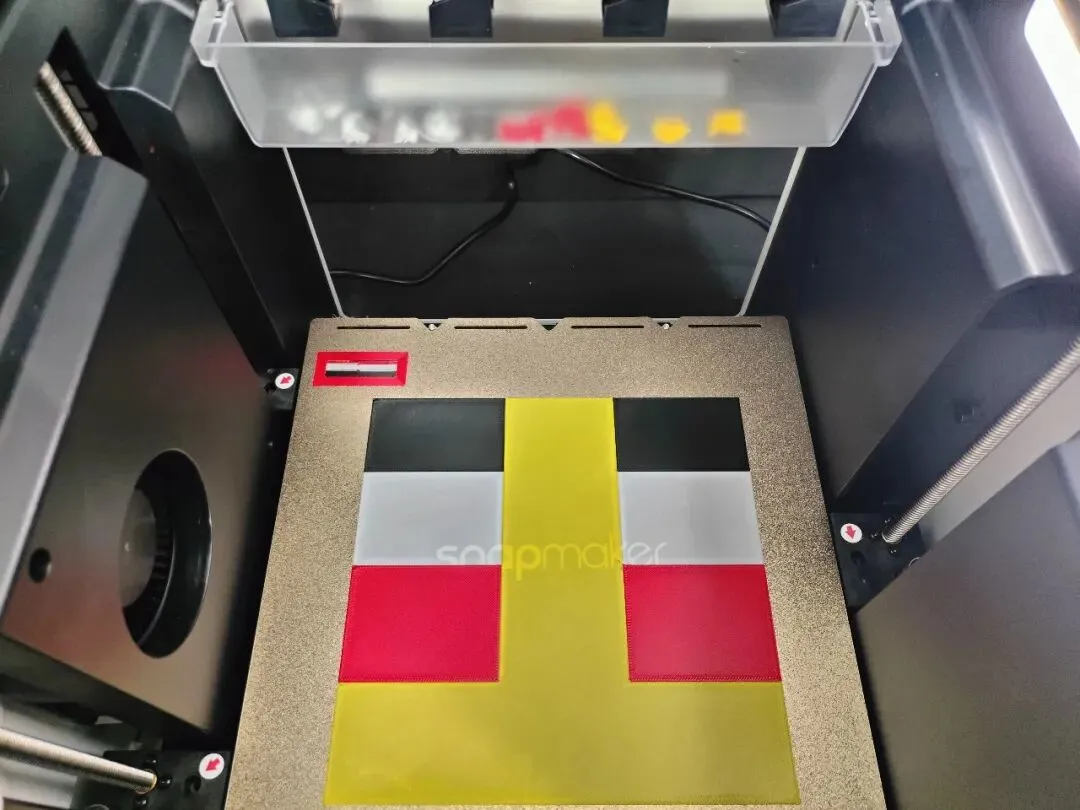
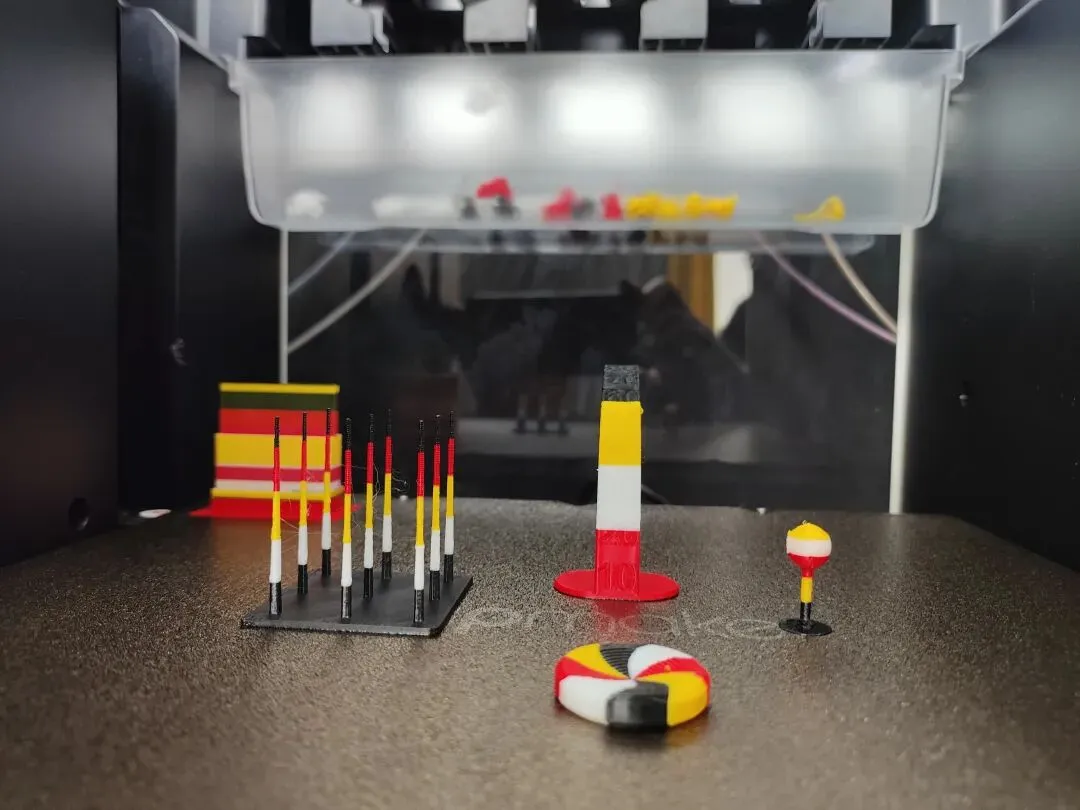
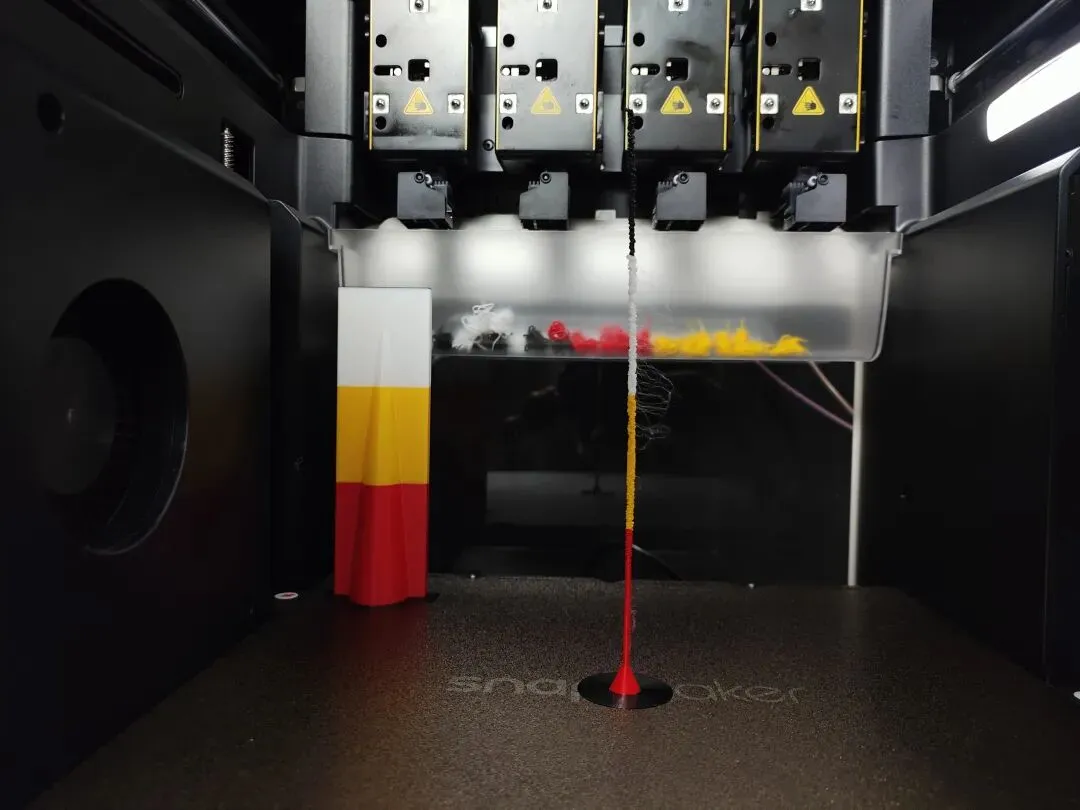
开机测试:3小时打完四色小恐龙,废料1克
U1的开机测试模型是个四色小恐龙,红、黄、黑、白拼出来的。

不需要切片,触控屏点一下就开始。

成品摆出来的时候,我们盯着数字看了几遍:
模型重22g
擦拭塔21g
额外废料1g

显然这类模型放到其他设备上,废料更多,打印时间也更长。
这就是SnapSwap换头方案对比单喷头方案最直观的差距:
换色不需要把上一种颜色冲干净。
每个工具头自己保留自己的料路,要红用红那把,要黄用黄那把。
首层测试:0.2mm薄壁,废料不到1g
收到打印机我们习惯先打首层测试。

但单色首层根本看不出U1的优势,所以特意做了个0.2mm厚、20cm边长的多色首层模型,色块嵌套,既考验xy平面精度,也考验大面积薄壁的多色表现。
选0.2mm我们认为是有道理的。
很多玩家拿桌面机批量打书签、画作、装饰薄片,这个厚度过关,基本所有薄壁多色场景都能搞定。
结果是:
用时:20多分钟
含擦拭塔总废料:不足1g
色块衔接紧密,0.2mm薄壁完整成型,无渗色
黑/白/红/黄四色嵌套,色块边缘清晰,0.2mm薄壁完美成型。
到这一步我们已经在想,要不要直接进入压力测试。
四件组合测试:高难度模型一次过,废料3g
为了避开【厂家针对预置模型做了过度参数优化】这种嫌疑,我们重新导入STL文件,用切片软件的默认参数打印,拒绝任何参数预调好的优化。
四个模型拼一盘:
多色欧特克尖端(细节)、多色悬垂(悬垂极限)、多色纽扣(表面光洁度)、极端多色圆球(颜色过渡)。

最终:
用时:2小时
模型主体8g,擦拭塔12g
额外废料3g
具体表现记录如下:
多色欧特克尖端:尖端细如发丝,无断裂无毛刺;
多色纽扣:表面光滑,纽扣孔大小均匀,颜色过渡自然;
极端多色圆球:球面光滑,四种颜色交替分布无渗色;
多色悬垂:换色部位悬垂角度接近90度,有微小瑕疵,但能成型,这种角度即便单色打印也能难住不少桌面机
到这一步,AM易道意识到一件事:
U1处理正常多色模型已经没难度了,我们得加压。

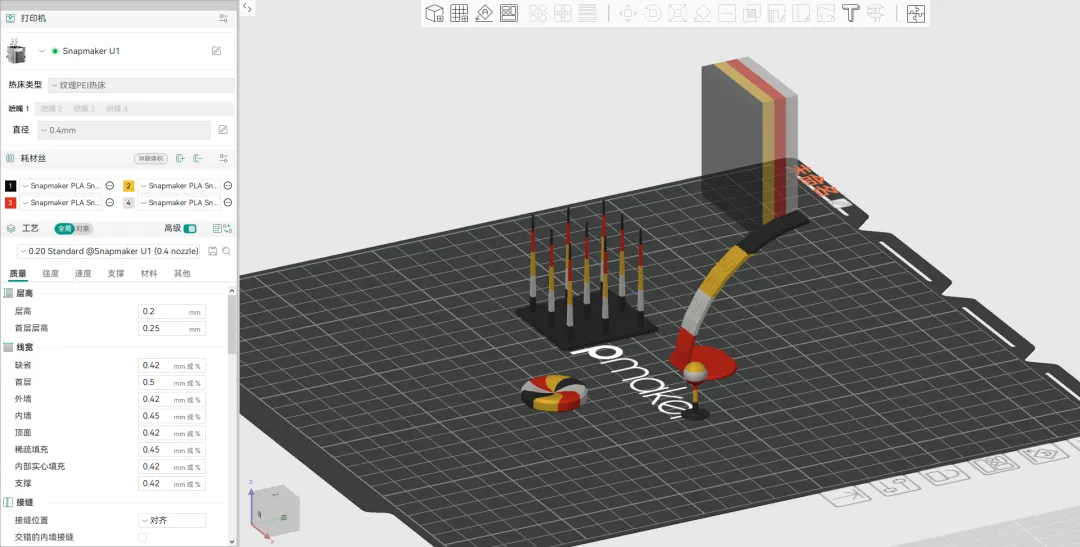
更硬核挑战:1200次换色,13小时,废料53克
这个测试是这次测评的核心,所以单独讲。
模型是一个多色极限悬垂魔方,我们自己设计的。
悬垂细节宽度只有1mm,最硬的是这1mm的宽度里要完成两次换色。
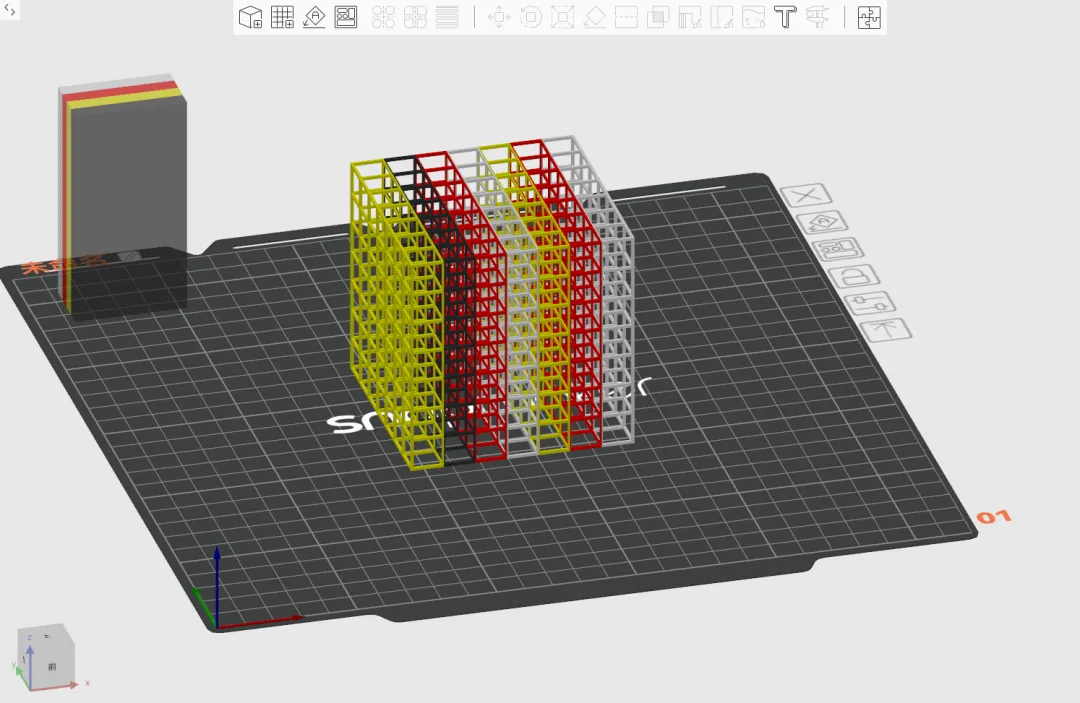
打印过程总换色次数是1200次。
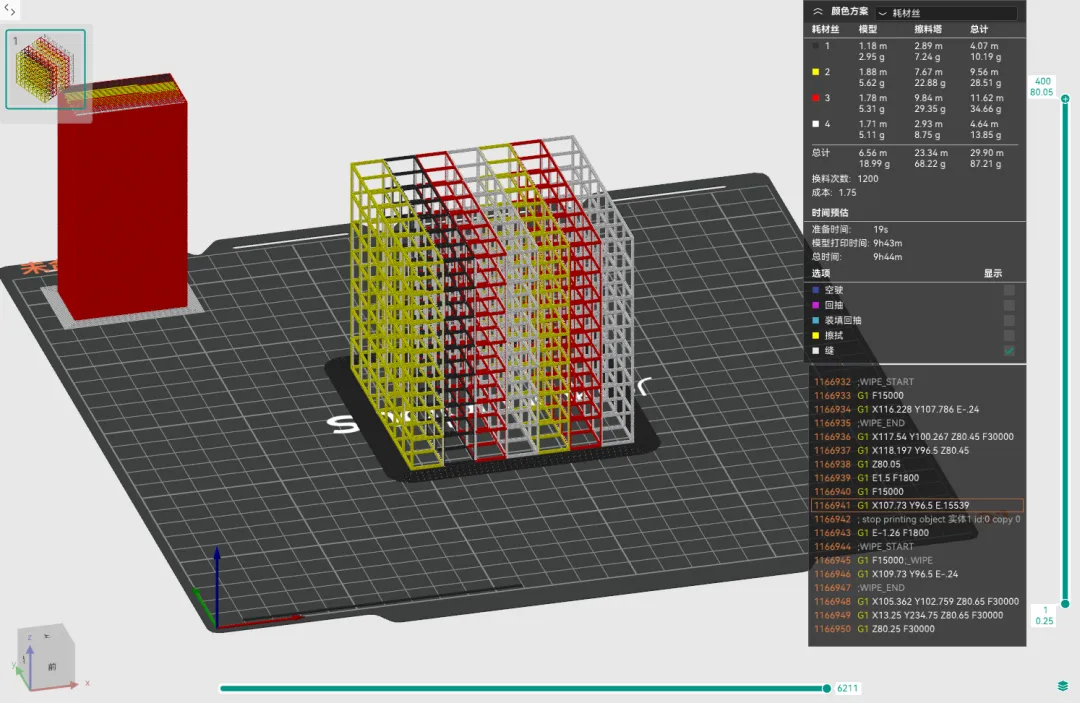
切片软件预览界面,含擦拭塔总废料显示53g。
这种模型对于传统方案来说,1200次换色带来的废料和冲料时间,就足够让任何用户放弃这个模型。
而U1的结果是:
用时:13小时
含擦拭塔总废料:53g
1200次换色,零失误

透过镂空网格能看到四色穿插,1200次换色全部成功。
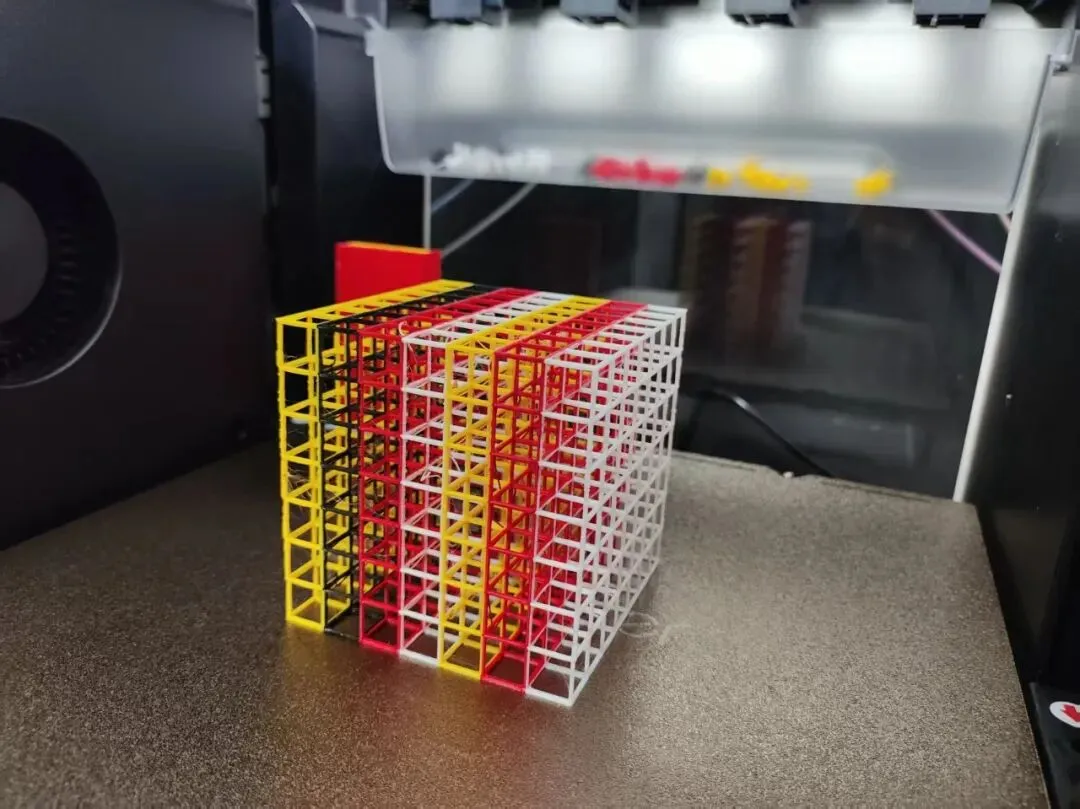
这个模型打印到这个效果,稳到完全超出我们的意料。
同等模型如果放到传统系统上,至少需要30小时以上,废料要翻几倍。
而这还是个保守估计。
13小时一次成型,对农场主意味着什么?
意味着这种以前根本不接的多色复杂订单,现在可以接了。
这个变化几乎等同于业务边界的扩张。
找茬环节:Z轴堆叠测试预期内翻车
最后我们试了被称为FDM3D打印机噩梦的多色版Z轴堆叠精度测试。
模型是纵向细长条结构,即便市面上最好的单色打印设备也很容易因为震颤而表面毛糙。
意料之外的是,纵向细长结构能稳定成型,无炒面。

U1成功完成了打印,表面确实如预期内一样毛糙。
盯着打印过程看了半天,我们找到了原因:
散热风扇在打印仓左侧,吹向模型时会让纵向细长结构产生轻微晃动。
这种结构对振动极敏感,一点点晃就影响精度。
这个问题日常打印手办、公仔、书签、装饰件基本不会遇到,细长纵向件不是主流多色应用场景。
但作为找茬,我们必须把它点出来:
打印仓气流处理上还有优化空间。
其他建议
我们从设备角度来看:
机箱半封闭,高温材料目前这个版本不太适合。
这是受换头系统结构限制,四个工具头加料管的高度,想全封闭代价很大。
所以打ABS、PC这类强翘曲材料不一定适合。
官方有顶盖选配件但要单买。
切片软件还有优化空间。
测试期间软件预估时间偶尔比实际短20%-30%,状态之间偶有卡顿。
这套软件基于Orca Slicer做适配,我们相信未来会持续改进。
耗材需防潮。
侧挂料盘+半封闭机箱,南方湿度大的环境要做好防潮准备。
给农场主算一笔账
把所有数据放到一起,AM易道想认真聊聊农场主这个群体。
桌面级打印农场过去两年最大的痛点是什么?
单色订单红海化、多色订单接不动。
单色订单这两年价格一路打下去,因为机器数量越来越多了。
多色订单理论上利润高,但实际上很多农场主不敢接:
一个四色小手办,传统设备要打8小时
废料是模型本身重量的3-4倍
客户催货时根本不敢承诺工期
U1把这套账重新算了一遍。
按照实测数据折算到一个具体场景,假设你接一批四色小公仔,单件22g,订单量100件:
| 方案 | 单件用时 | 单件废料 | 100件总耗时 | 100件总废料 |
|---|---|---|---|---|
| 传统设备方案 | ~8h | 5-6g | 800h | 500-600g |
| U1实测 | ~3h | 1g | 300h | 100g |
时间节省62%,废料节省80%。
按PLA30元/公斤、机器折旧+电费每小时2元粗算:
100件订单的成本差能轻松超过1000元。
一年接几十批这种活,省下的耗材和时间足够再添更多机器。

而从农场运营的角度除了省,更重要的是接得动。
以前像我们测试这种1200次换色的复杂模型的无法拆件模型,农场主接到都得婉拒。
成本难以估算。
U1把这种订单变成可预期,而这类订单往往溢价更高。
谁该买,谁可以等等
但有几类用户如前文所说,建议再等等。
主要打ABS、PC、PA这类高性能工业材料的用户先别冲,半封闭机箱翘边和开裂的概率比全封闭机型高。
AM易道这几个月用下来,心里的推荐名单其实非常清楚。
最该认真看一眼这台机器的,是3D打印农场主和各类3D打印工作室。
这是U1最大的受益群体,除了稳定,多色订单的边际成本被压到了一个新的水平,那些以前因为成本算不过来而被婉拒的复杂订单,现在变成了能接而且赚钱的生意。
如果主要接公仔、手办、文创、礼品类的多色订单,U1基本是合适的工具。
设计师、教师、自媒体博主、手工达人也合适。
这些群体对出片效率和材料成本都敏感,U1把这两件事一起解决了。

写在最后
回到开头那句话,我们对于这款明星机器,是带着找茬的心态开始的。
茬找到了,问题AM易道一个没藏。
但1200次换色零失误的那个晚上,我们也被惊艳了很久。
桌面级打印这两年所有的争论,各种换头机制、单喷头还是多工具头、参数比拼还是工作流重构,其实都指向同一个问题:
多色复杂订单到底能不能变成一门可执行的生意?
U1给的答案是能。

带着极高的预期,我们试图揭开任何对于这款明星机器的滤镜。
测试出乎意料的稳定表现,让我们发现了一个把多色3D打印边界往前推了一步的实用生产资料。
618马上到了,我们了解到不少要加购U1的知名农场主已经在准备预算了。
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道