
 发布内容
发布内容













复刻90度水平悬垂无支撑3D打印!算法、开源和魔改拓竹
3D打印圆盘照片,外圈那道又宽又平的帽檐整片90度悬在半空,底下没有任何支撑。

这是一位AM易道读者发在小某书「写代码的张小宁」上的复刻记录。

这个悬垂无支撑打印的算法来自于一篇学术论文,所有样件都在一台拓竹A1 mini上打。
帽檐是接近90度的水平悬垂,FDM常识里这种结构要么加支撑、要么塌,没加任何支撑,打成了。
而读者的分享里,喷头贴着空气一圈圈把料甩出去,打完翻过来,帽檐底面是平的,没有悬垂常见的那种塌陷拉丝。


45度的支撑卡在哪
做FDM3D打印的都知道悬垂过了45度就得上支撑。

让我们来看懂这篇论文。
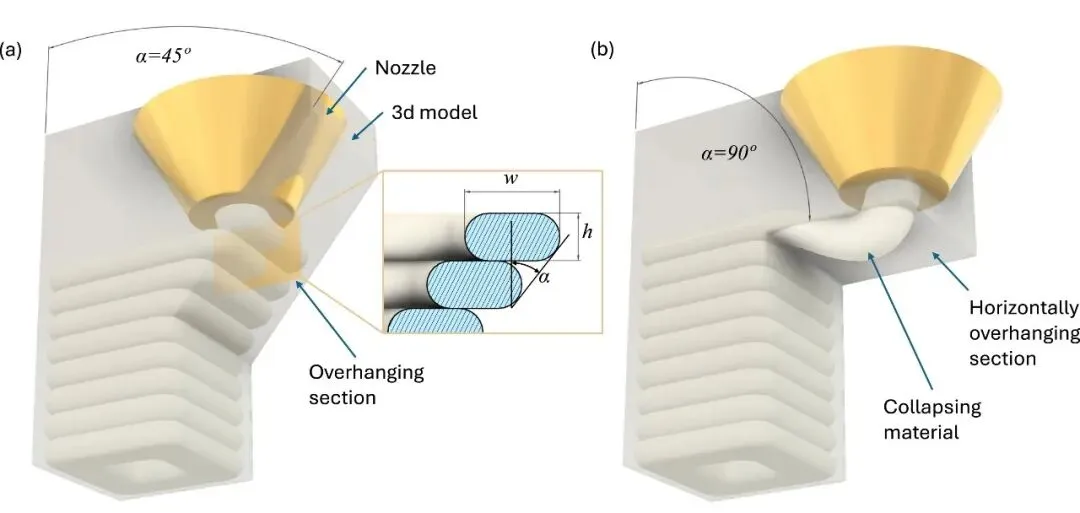
论文引了Donnici等人的可打印极限条件,最大悬垂角约等于arctan[(w−h)/h],w和h是挤出线的宽和高。
代进常用的w=0.4mm、h=0.2mm,算出来约45度。
想让悬垂角逼近90度,下层接触宽度得趋近于零,物理上办不到。
所以按理论纯水平悬垂在理论上就是打不出来的。
后人靠优化参数能把可行角度顶到60度上下,再往上就只剩加支撑、改朝向、拆件、上多轴机械臂这几条路。
延伸阅读:一文读懂多轴3D打印核心:开源非平面无支撑切片算法
图左为45度可行情形,右为90度水平悬垂,半融材料失去下层支撑直接坍塌
支撑能解决成形,短板是料白白浪费、打支撑的时间白花,打完手工还得掰,掰完下表面留疤,碰上封闭内腔支撑根本伸不进去。
论文把这几条一条条列出,讲出了支撑长期被当成绕不开的必需品。
这篇论文要证的,恰恰是它可以无支撑打印。
方法的核心:调转支撑的方向
方法的正式名字叫侧向支撑悬垂,缩写LaSO。
核心是换了支撑方向。
常规打印新线压在下层上、靠垂直方向接住,挤出的线截面是个两头圆的长条。
LaSO反过来,新线不靠下层,而是侧着粘在同一层里那条已经冷却硬化的相邻线上。
喷嘴口跟相邻线有重叠,挤出的线被带成一个泪滴形截面,跟相邻线接触面更大,粘得更牢。
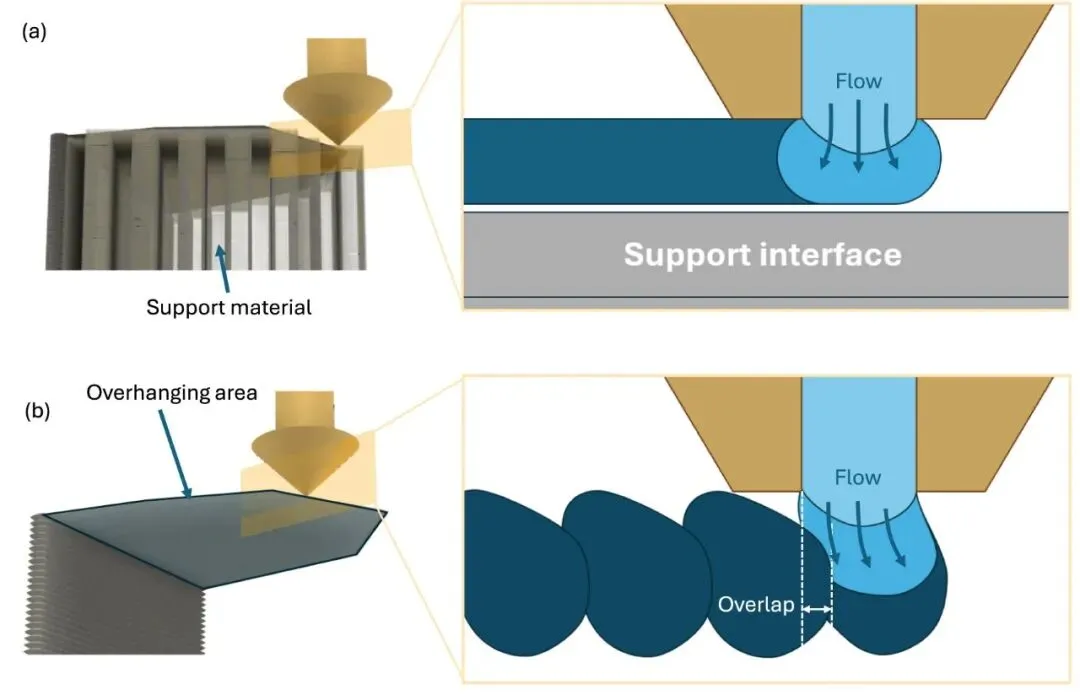
上图很关键,上为常规支撑上成形的长圆截面,下为LaSO侧向搭接形成的泪滴截面,接触面更大。
光有侧向粘连还不够。
论文把成功条件拆成三条。
一是重叠,每条新线必须跟上一条按固定距离重叠,接触面够大才粘得住。
二是冷却。新挤出来的料还是半融的、软的,会在重力下慢慢往下淌,必须趁它淌塌之前就凉下来、凝固定型。而它要及时凝固,旁边那条线得先冷却变硬,硬到能给它当支撑,它才靠得住。所以走线要尽量长、尽量连续,给每一段留够冷却时间。
三是通用,方法得能填任意形状,不挑结构。
这三条前提,是判断无支撑悬垂方案的标尺。
波浪法之前,社区和学术界已有两套方案。
一套是Fazzini等人的轮廓法,另一套是StevenMcCulloch的arc overhang圆弧悬垂,靠递归画圆弧来填。
各自都有一些小问题,论文图片比对了三种走线对照(轮廓/圆弧/波浪)。
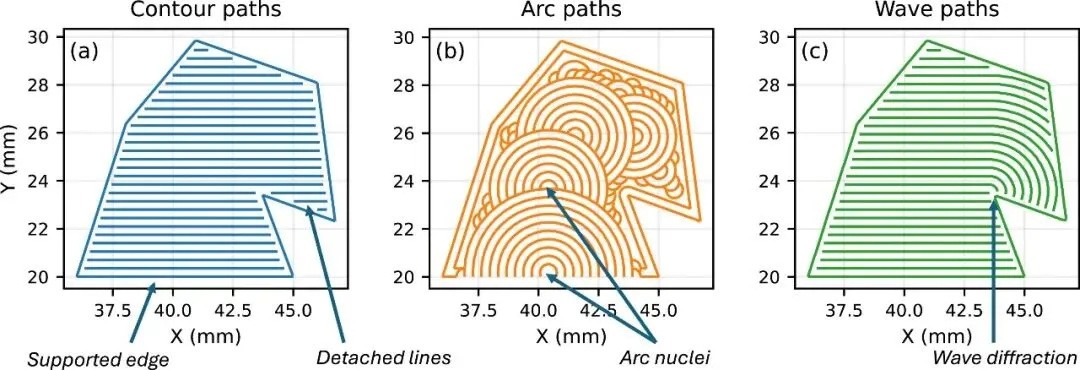
蓝色轮廓法在凹角处产生断线,橙色圆弧法在核心处下垂,绿色波浪法连续且能绕过内角。
两套方案各有缺点,简单说来:
轮廓法卡在形状,圆弧法卡在表面质量。
少的是一套既能填任意形状、又不下垂的走线。波浪法补的就是这块。
波浪怎么生成?
波浪法这名字不是噱头,它真就是照着水波的逻辑来走线的。
往池塘里扔块石头,一圈圈波纹从落点往外荡,外面那圈永远是被里面那圈推出去的。
波浪法生成路径,就是这个原理,把悬垂被支撑的那条边当作落点,让走线像波纹一样,一圈圈往空白的地方荡过去。
它背后那条物理叫惠更斯原理,听着玄,其实是这道波纹上的每一个点,都能看成一个小小的新波源,无数个小波源各自往外冒一点,叠在一起就拼成了下一道波纹。
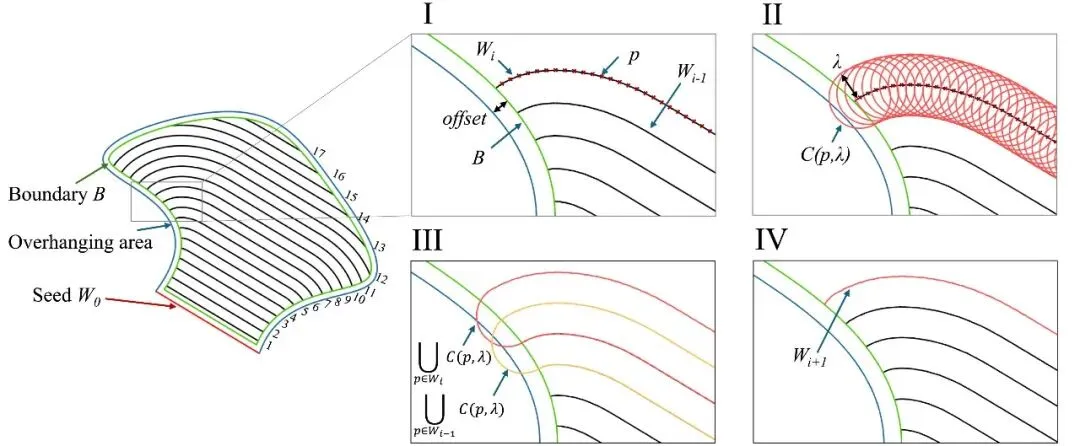
论文把这个过程落成四步,就是教电脑怎么一圈圈把波纹画出来。
先把当前这圈波纹打成一串均匀的点;
让每个点往外鼓出一个固定的距离,这个距离就是相邻两条走线的间隔,论文管它叫波长;
把这些鼓出来的弧拼到一起,就得到外面新的一圈;
最后把往回缩的、往外越界的部分裁掉,只留向前推的那道。
这一圈画完,拿它当新起点再来一遍,直到把整片悬空区填满。
这套走法最聪明的地方,是它天生会拐弯。
水波碰到石头、挤过窄缝,会自己绕过去、漫进来,这在物理里叫衍射。
波浪走线遇到内凹的角、遇到中间的孔,路径能顺顺当当地拐进去、绕过去,不会断。
这正好治了前面两套方案的问题。
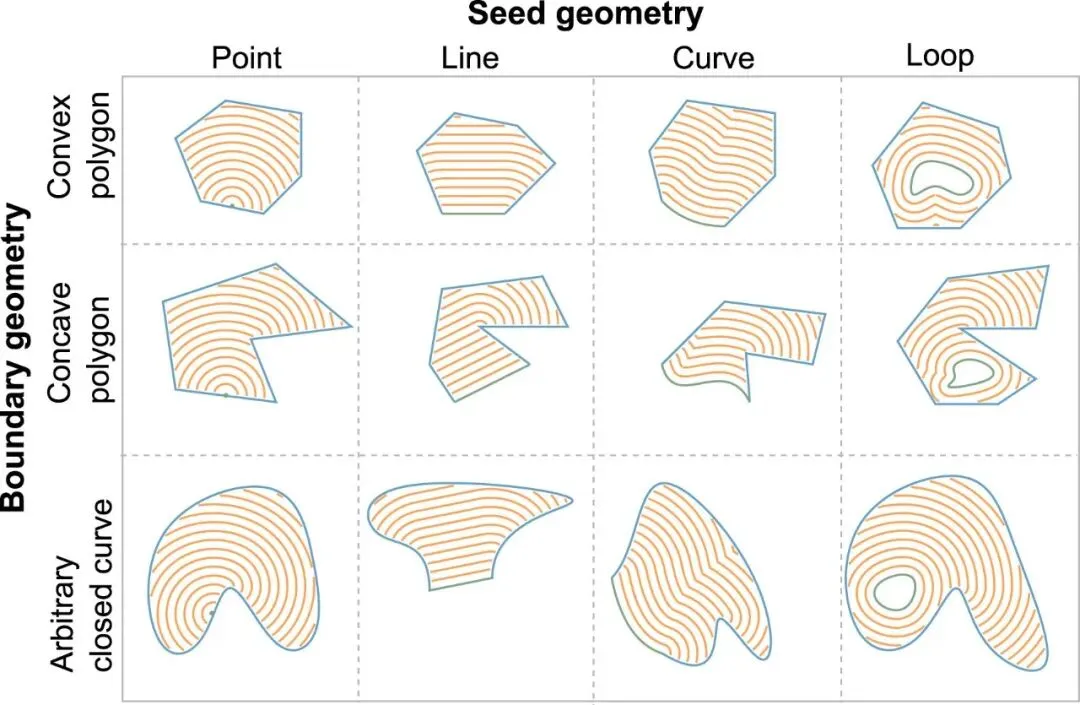
论文Fig.6拿一张网格图把这点摆明了,四种起点(一个点、一条线、一段曲线、一个闭环)配三种外框(凸的、凹的、随便什么形状),十二种组合全都长出了连续不塌的波纹。
打印好不好用,论文验证
道理讲得通是一回事,真打出来行不行是另一回事。
第一场是单层悬垂的较量。
作者特意挑了圆弧悬垂原作里的三个测试形状,从易到难,最难那个还故意挖了个凹角,然后圆弧法、波浪法各打三遍,再用结构光扫描仪去量每一片到底塌了多少。
结果是这样,简单和中等的形状,两边打成平手,看不出高下;
上到难度最高的那个,差距拉开。
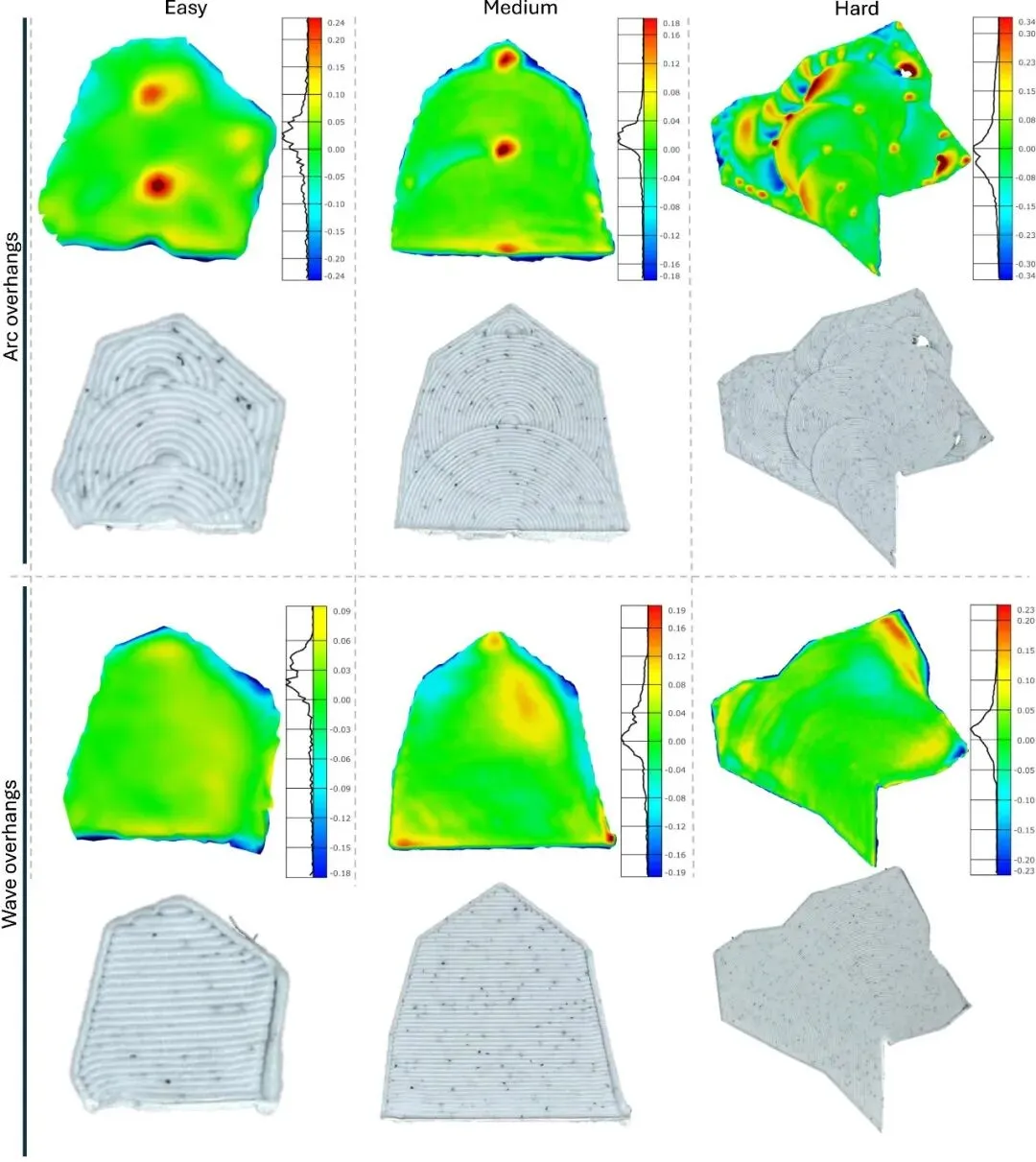
圆弧件塌陷集中在一个个圆弧核心上,波浪件分布均匀、没有明显热点
不过单层打得平整还不算数,真正的考验是能不能在这层悬空的底面上,接着往上摞出一个完整的零件。
作者就打了个Ø40mm的实心件来验,中间留一段水平悬垂,一份用波浪法、一份老老实实加支撑,再拿卡尺量三个尺寸做对照。
两个跟悬垂没关系的尺寸,两边量出来差不多;
带悬垂的那个厚度,加支撑的偏了+0.36mm,波浪的只偏+0.15mm,反倒更贴近设计值。
也就是说,单论这个件的精度,无支撑一点不比加支撑差。
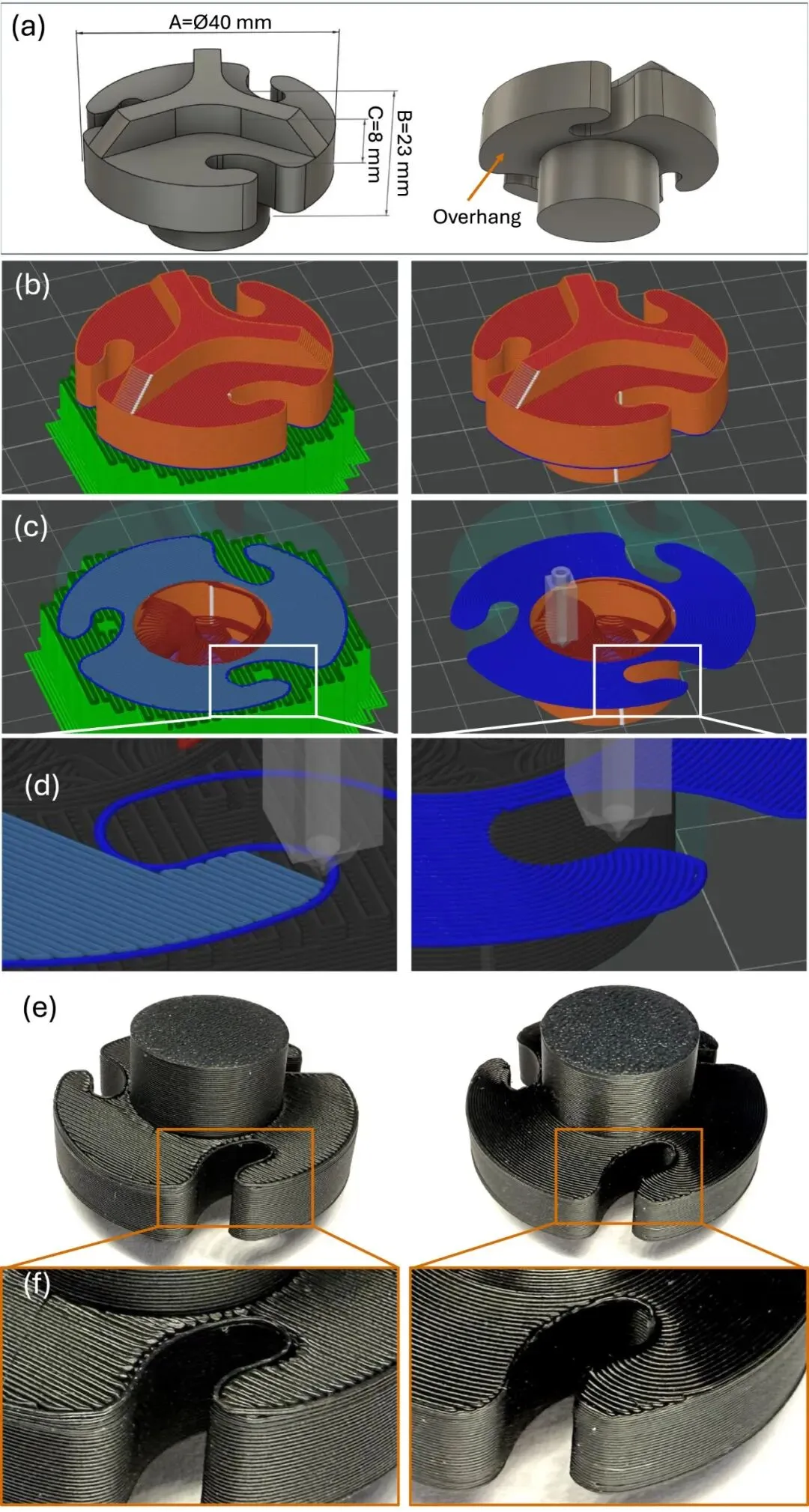
上图左为加支撑、右为波浪无支撑,底面走线形态差别明显
波浪法省了39%的料,因为支撑压根不用打了;
但速度慢,整件打下来比加支撑多花了72%的时间。
省下的是料和拆支撑打磨的功夫,搭进去的是更长的等待。
读者分享的草帽件,跟论文这个演示件是一类东西。
论文还顺手打了四个更像工厂里会用到的零件,带孔的法兰支架、沉孔、卡扣件、六个面都开了孔的空心方块。
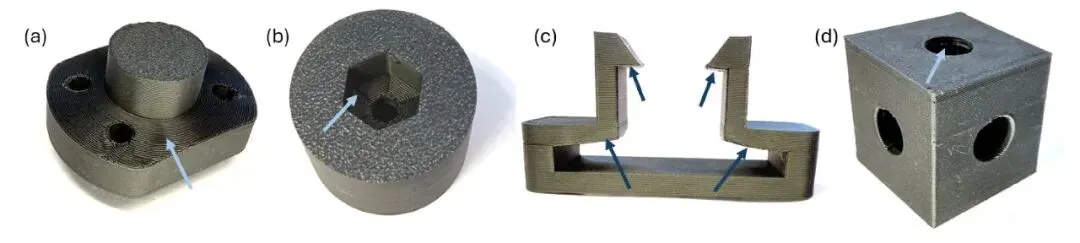
法兰支架、沉孔、卡扣、空心立方,箭头处均为波浪法打出的水平悬垂面
从论文落到应用:两个官方分支,和一个魔改Bambu Studio
源头是论文的算法。然后做圆弧悬垂算法的Steven McCulloch,把波浪算法融进了PrusaSlicer,做出第一个能用的fork。
再往前一步,Dennis Klappe把McCulloch的版本移植进OrcaSlicer,还顺手加了第二套算法,论文里多层样件用的就是这个Orca分支。
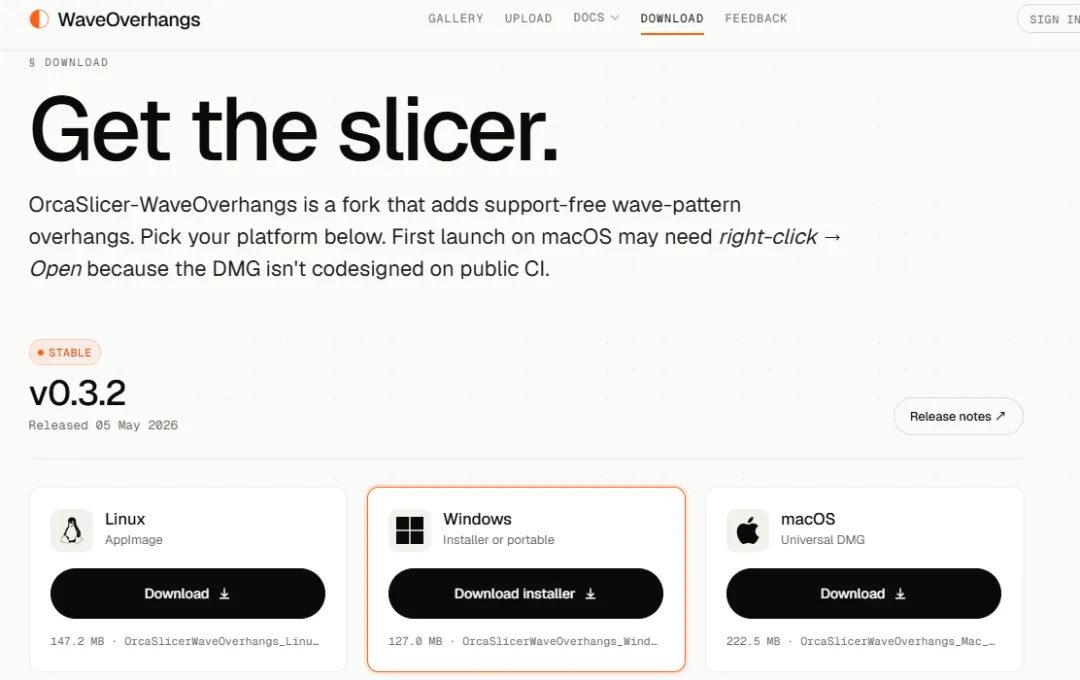
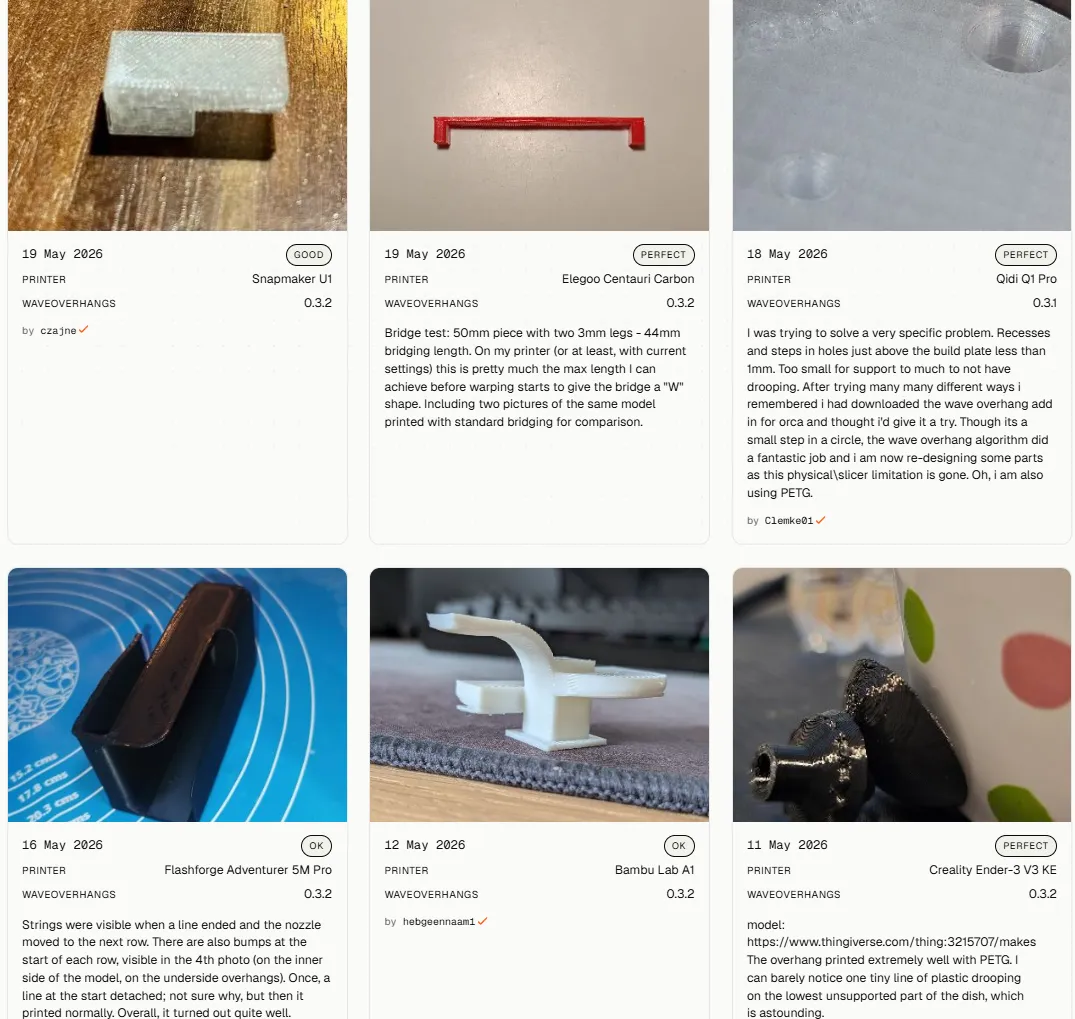
从waveoverhangs.com这个网站可以看到几乎所有主流品牌(还能看到创想、闪铸等品牌)社区都已成功验证。
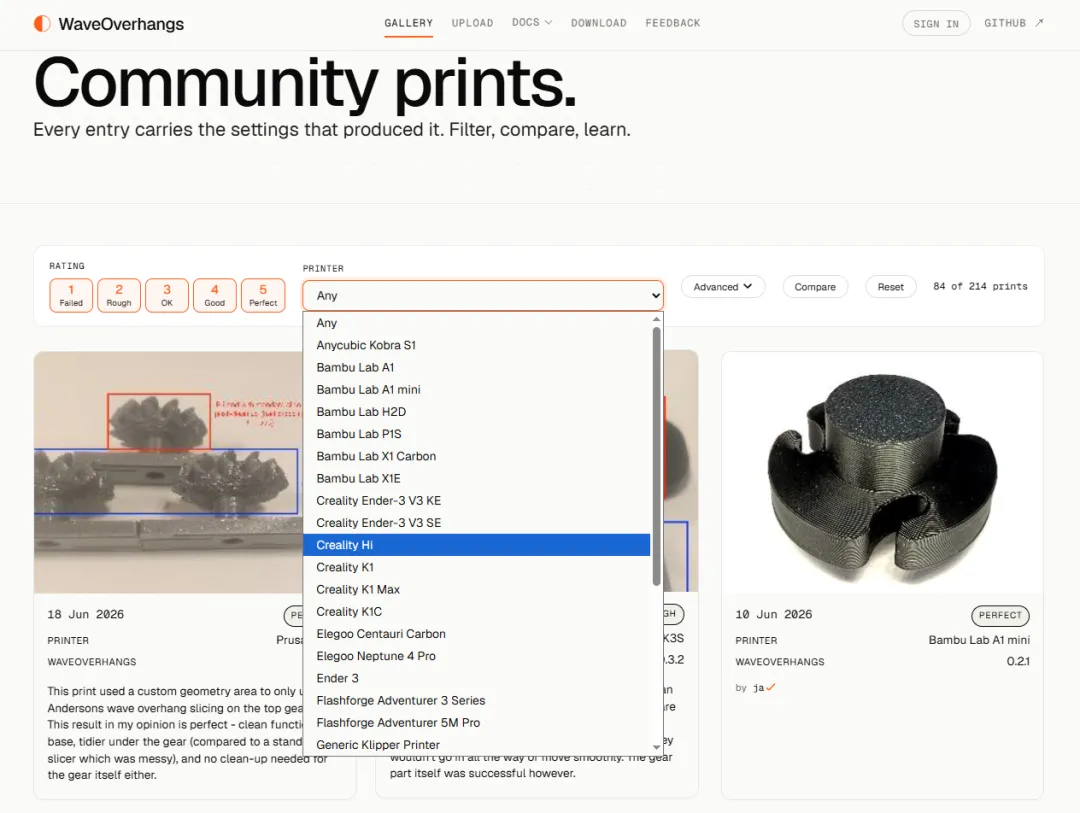
有兴趣的读者可以去这个网站深挖很多有趣的资源和分享。
谁打成或打砸了无支撑结构,把照片连同参数都有人传上去,跟别人的结果并排比,慢慢把哪组参数真能用攒出来。
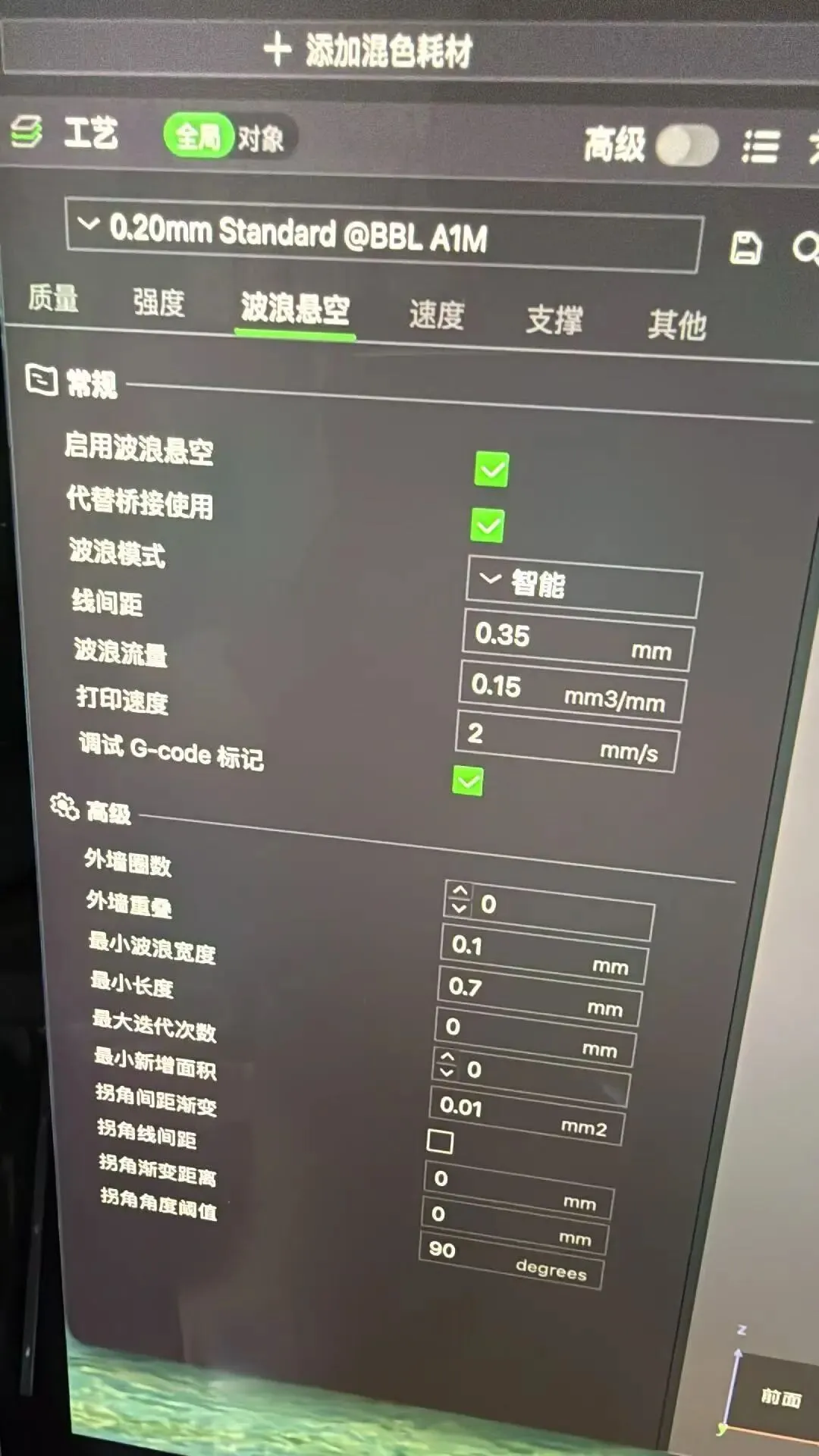
而AM易道读者在小某书分享的用的既不是Prusa也不是Orca,是自己魔改过的Bambu Studio。
具体技术细节不可知,不过我们猜测实现逻辑应该和Orca插件的仓库有相关。
一份能照抄的参数:论文附录Table A.3
好在有一份现成参数可以照抄,就在论文附录的Table A.3里,我们把悬垂相关的整理出来。
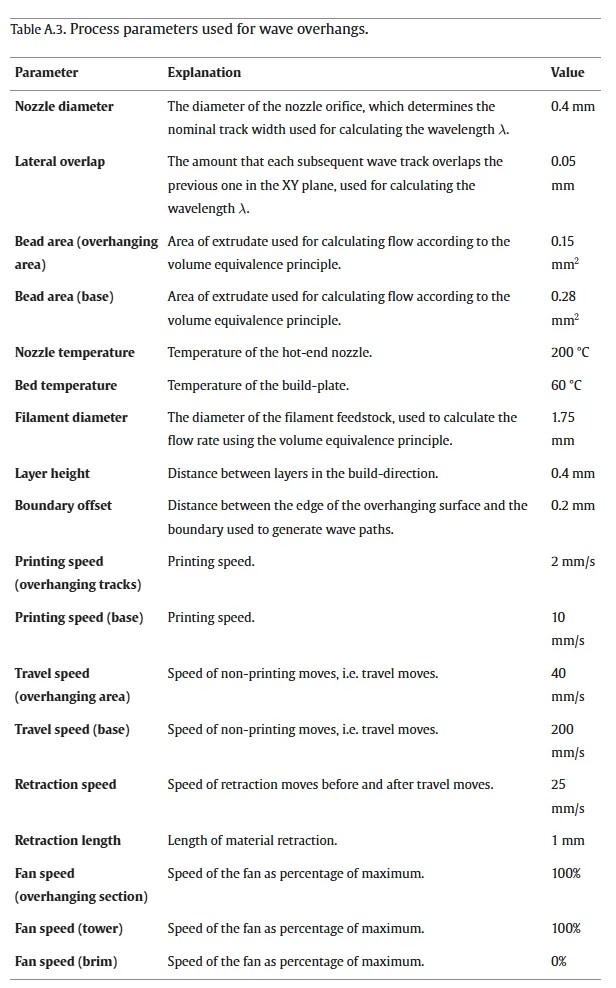
喷嘴直径0.4mm;侧向重叠0.05mm,两者相减得到波长0.35mm,也就是界面里的线间距;悬垂区挤出面积0.15mm²,对应界面里的波浪流量那一栏就是0.15;底座挤出面积0.28mm²;喷嘴温度200°C,取PLA温区下限,为的是快冷;热床60°C;边界偏移0.2mm,等于半个线宽;悬垂段打印速度2mm/s,底座10mm/s;悬垂区空驶速度40mm/s,底座200mm/s;回抽速度25mm/s、长度1mm。
风扇是重点,悬垂段和塔身都拉满100%,打底座裙边时关到0%。
读者魔改Bambu Studio的波浪悬空参数页和论文Table A.3参数基本对齐。
回到读者的复刻分享本身
材料是粉色PLA。
对应论文在局限那一节说PLA热膨胀系数低,无支撑时翘曲倾向小,是难得的友好材料;
ABS、PC、尼龙这些工程料热膨胀大,在没有底层约束的悬垂上更容易翘。
社区实测也印证,PETG冷得慢、还容易在大风扇下分层。
所以现阶段PLA几乎是波浪悬空无支撑打印唯一稳的选择。


AM易道观点
3D打印的边界,在很多情况下是被传统的路径规划限制出来的,未必是材料和物理的硬限制。
过去水平悬垂要么靠多轴设备,要么靠水溶支撑这种费钱费事的路线,现在落到了一台一两千块的桌面机加一个开源切片分支上,实打实的价值。
慢速打印利于层间结合,可悬空时缺少压实力又会削弱结合,所以功能件可能得多次测试才好用。
另外的缺点是打印慢。
还有对机器也有要求,打印冷却的方向性很关键,论文那台A1 mini是对称风冷才打得好。
现阶段这个算法更像是一个刚开发出来、还没配好预设的工具箱,做不到即插即用。
但它已经很接近工程实用选项了,复刻门槛也不高。
拓竹估计不会鼓励用户魔改bambu studio这类尝试,从前段时间沸沸扬扬的海外开源社区事件就能看出其安全考量,但如果未来各个大厂官方能集成这些个好用的无支撑算法插件,应该对一些专业/创客用户体验会有大提升。
写在最后
几十年来,支撑一直被当成3D打印分层成形绕不开的代价。
就好比盖楼搭一堆注定要扔的脚手架,事后拆掉费时费力,大家都默默忍了。
可只要还有人愿意用科学和工程去追问这道代价到底是不是必然,去松动这个被默认太久的前提,无论成与不成,这样的尝试自有它的价值和分量。
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道