
 发布内容
发布内容













3D打印翘曲(Curling)深度解析:与变形的区别及实用修复指南
增材制造涵盖了一系列创新技术,相比减材制造,能更快、更省材料地制造零件。
不过,它并非万无一失。
每个打印零件都需要考虑众多参数来避免错误。
其中一个常见问题是翘曲(curling)。
它和另一个现象变形(warping)类似,但不一样。
那这两个概念到底什么意思呢?
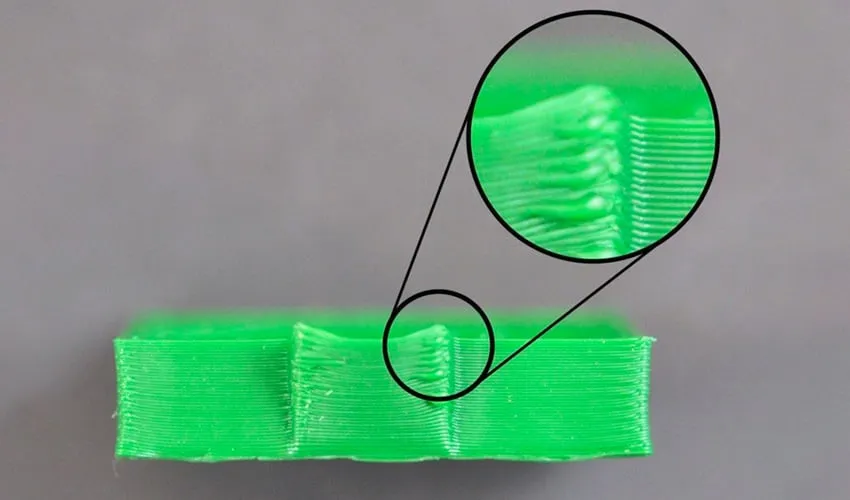
翘曲也叫粗糙角落或角落过度延伸,是3D打印零件上层的一种变形,边缘常见,会导致缺陷。
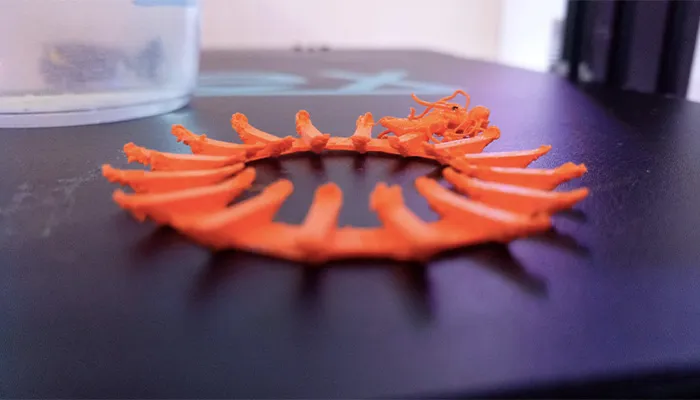
变形类似,但影响下层,会让零件从平台脱落。
还有个术语分层(delamination),是指各打印层分离,是更极端的情况。
那我们就仔细看看这些异常的原因和解决方法。
其实,3D打印中的翘曲和其他现象,是因为材料挤出时和周围空气温差太大。
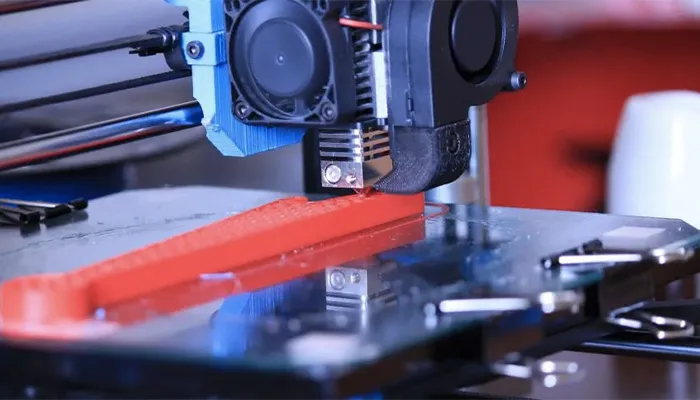
丝材离开喷嘴后突然冷却到室温,所以这个问题常在FDM 3D打印中出现。
由于熔化丝材温度很高,比如PLA大约200°C,和环境空气温差很大。
翘曲也出现在DED技术中,这种技术需要将金属加热到极端温度,温差更明显。
所以呢,要避免翘曲,温度控制是关键。
如果你用ABS这样的塑料,建议挤出温度在230-260°C之间。
理想情况下,把3D打印机设置在这两个温度之间,避免挤出困难和拉丝、翘曲、变形或分层。
还有,用封闭或加热腔室的3D打印机,能减少零件和周围空气的温差,降低翘曲。
封闭腔室还能保护零件免受气流和温度骤降影响。
如果你的打印机没有封闭腔室,可以放在打印柜中。
为防止翘曲,打印平台也要加热,防止层冷却和膨胀太快。
以ABS为例,平台需要加热到80-130°C。
如果达不到这些条件,塑料可能收缩约1.5%,甚至更多,具体看零件尺寸。
和PLA相比,PLA的熔化温度在170-180°C,比较低,不需要加热平台。
这种塑料不太容易翘曲。
另外,PETG几乎和ABS特性相同,需要放在合适条件下,避免变形。
还有,大多数3D打印机配有风扇,用来固化熔融丝材。
这个系统很关键,但需要正确设置,避免和外部温差过大,导致变形。
还有一个措施是降低层高,促进层间粘附。

 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道