
 发布内容
发布内容













广岛大学研发新型WC-Co 3D打印工艺,突破开裂难题实现1400 HV高硬度
广岛大学与三菱材料硬质合金公司的研究人员合作开发了一种用于碳化钨-钴(WC-Co)硬质合金的新型3D打印方法,旨在解决激光粉末床熔融等工艺中常见的开裂、钴流失、η相形成和材料分解等问题。

该方法结合了增材制造与热丝激光装置,通过激光器与一根电预热的填充丝协同工作,在氩气保护下进行沉积。其核心创新在于采用低温熔化的热丝方法软化材料而非完全熔化它,以改善材料的沉积过程并避免常见缺陷。
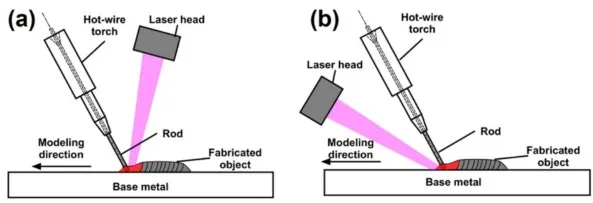
实验采用由三菱材料硬质合金公司制造的WC-16% Co烧结棒材作为原料,而非传统粉末。研究对比了两种激光辐照策略:金属丝引导(激光直接照射棒材)和激光引导(激光照射棒材与基板之间的区域)。
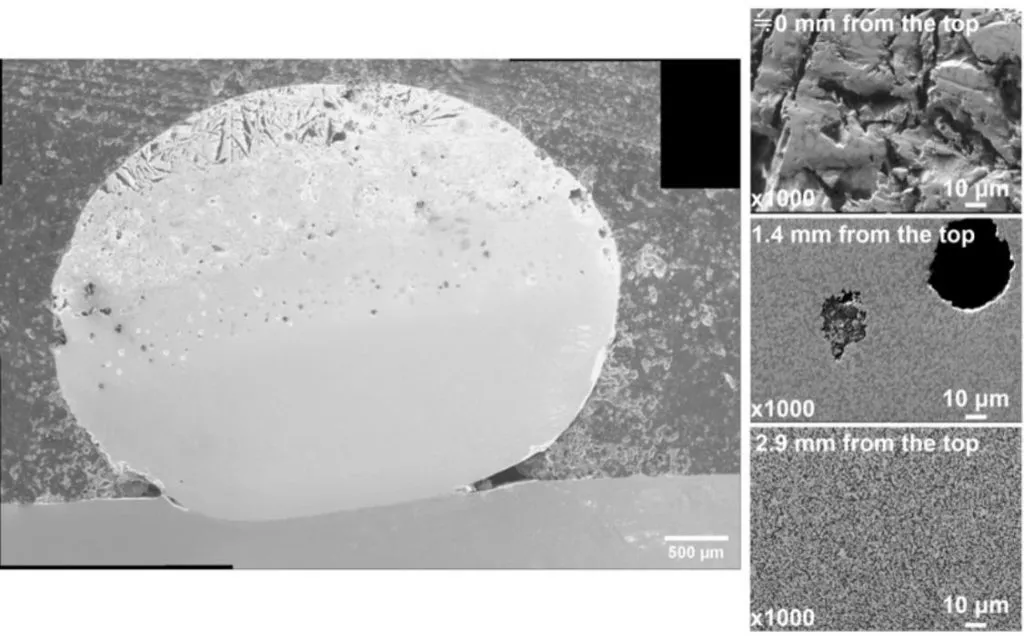
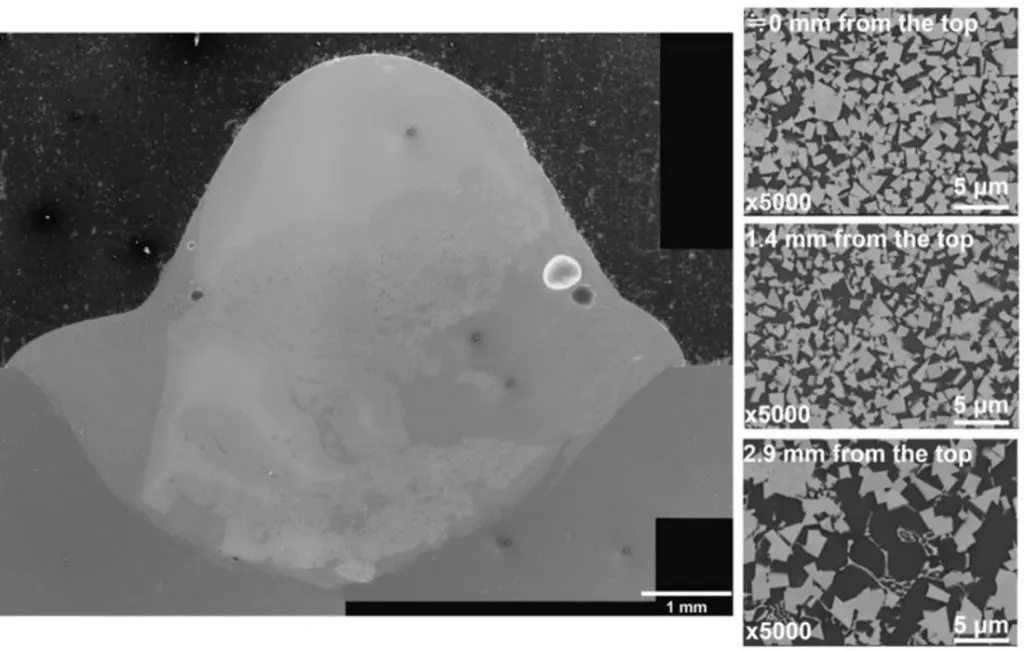
研究显示,金属丝引导的方法会产生飞溅、烟雾,并在构件上部形成孔隙、裂纹以及分解产物W₂C和石墨,容易引起WC分解。而激光引导的方法通过熔融的基底材料防止了激光直接照射硬质合金棒,从而有效抑制了WC分解,缺陷更少。
然而,激光引导配置下出现了成分梯度,钴浓度增加,钢基板中的铁也渗透进来,导致硬度不均。为解决此问题,研究团队在钢基板与硬质合金沉积层之间引入了镍基合金中间层。
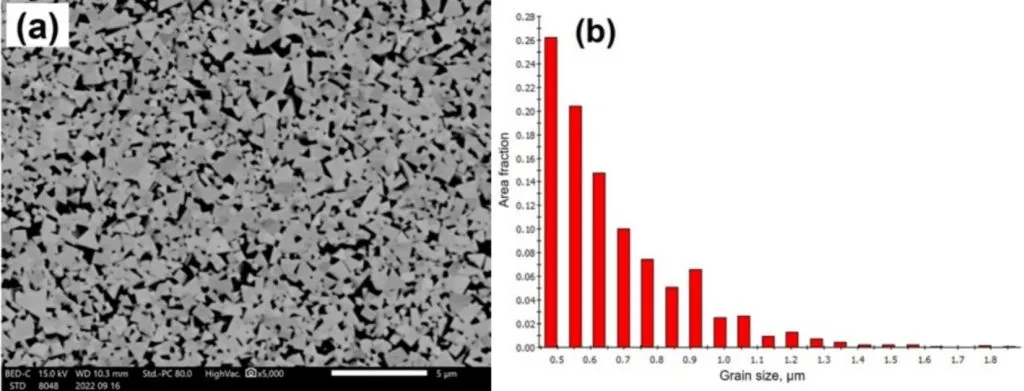
在镍基中间层上沉积硬质合金,实现了稳定的制造条件,无飞溅或烟雾产生。微观分析显示,碳化钨颗粒保持细小均匀,中间层阻止了铁元素的扩散,且X射线衍射仅检测到WC和Co相,证实未发生分解。
当工艺温度被精确控制在钴的熔点以上、但又低于会导致WC晶粒过度生长的水平时,最终产品硬度可超过1400 HV,且无任何可见孔洞或WC分解现象,可与传统烧结硬质合金媲美,且精细的碳化物微观结构得以保留。
硬质合金因其坚固特性而广泛应用于切削刀具等磨损密集型工件,但其原材料钨和钴非常昂贵,传统粉末冶金成型工艺限制了复杂几何形状的制造,并造成了原材料浪费。广岛大学的丸本敬太指出:“通过使用增材制造,硬质合金可以被沉积在真正需要它的位置。”
研究表明,通过结合热丝激光增材制造与镍基合金中间层,能够制造出无分解缺陷的高性能WC-Co硬质合金结构。该技术为实现局部区域的高性能耐磨部件制造提供了新方案,但工艺过程中对温度、激光功率等的精确控制仍是关键。
研究人员表示,后续工作将聚焦于裂纹控制和制造更复杂的几何形状,其最终目标应用是切削工具。
相关研究成果已发表于《国际难熔金属与硬质材料杂志》。该研究的共同作者包括来自三菱材料硬质合金公司和山本基道的合作者。
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道