
 发布内容
发布内容













为什么FDM厂商有可能切入金属3D打印?学术文献读后
AM易道深度分享
做塑料FDM打印机的厂商,距离金属3D打印有多远?
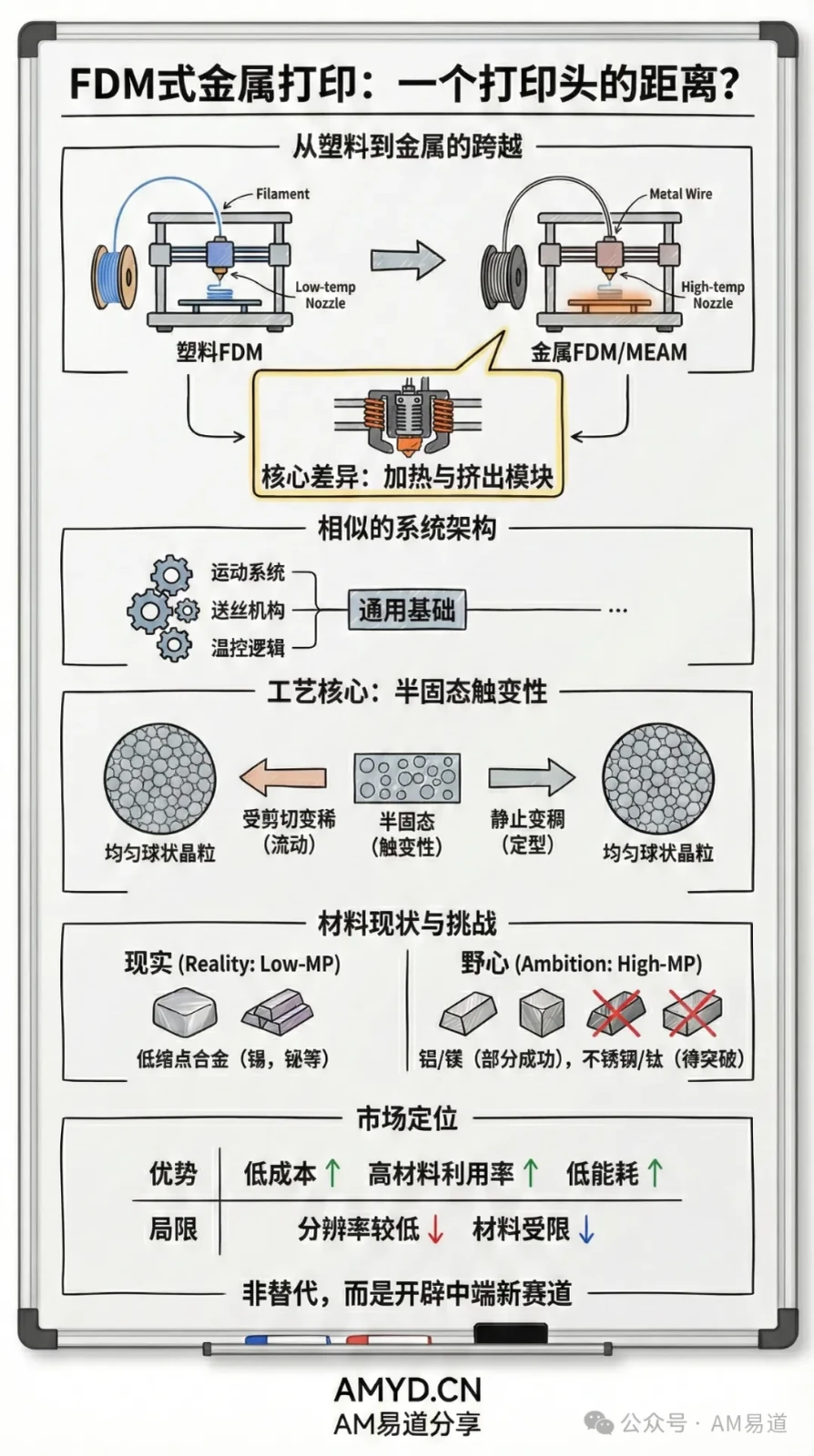
答案可能是:一个打印头的距离。
2025年11月,约翰霍普金斯大学研究团队在《Journal of Manufacturing Processes》发表了一篇综述论文,系统梳理了一类叫做MEAM的金属打印技术。
这个学术缩写读起来有点拗口,AM易道更愿意直接叫它FDM式金属打印。
因为它的系统架构和塑料FDM打印机实在太像了。
运动系统可以沿用,送丝机构可以沿用,温控逻辑相通。
我们看来,核心差异只在打印头。
这篇文章,AM易道试图深度解读这篇论文的关键内容。
AM易道对于该文章的许多理解和表达已脱离原文章的原始技术表述,有大量原创主观的解读创作成分,如需要了解更多原始硬核技术内容,请自行阅读原文。
一台改装过的FDM打印机
我们理解FDM金属打印最直接的方式,就是把它想象成一台改装过的塑料打印机。
工作原理大家都熟:丝材从料盘出来,经送丝机构进入加热的打印头,熔化后从喷嘴挤出,一层一层堆起来。
FDM式金属打印流程几乎一样,区别在于把塑料丝换成金属丝,把两百度的加热温度提到四五百度甚至更高。
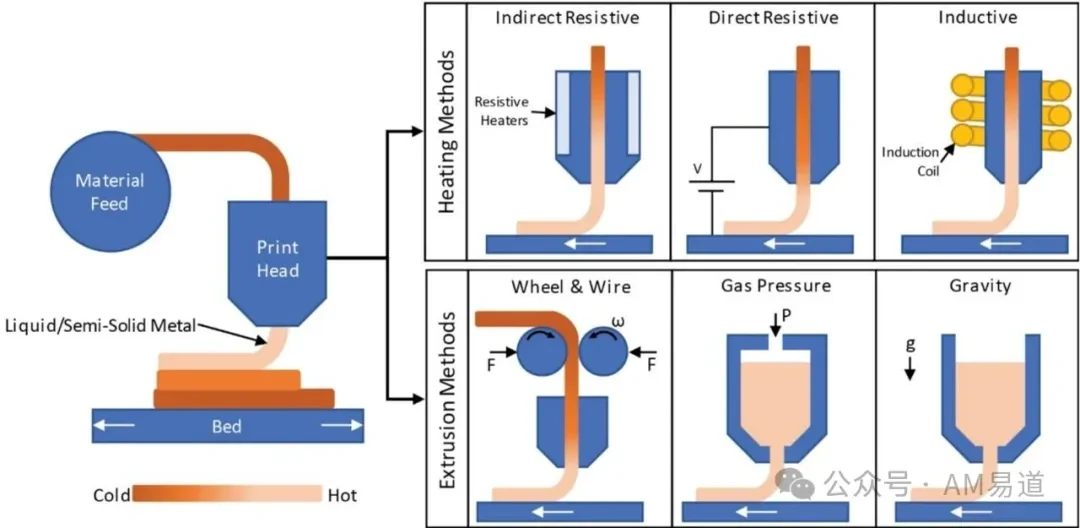
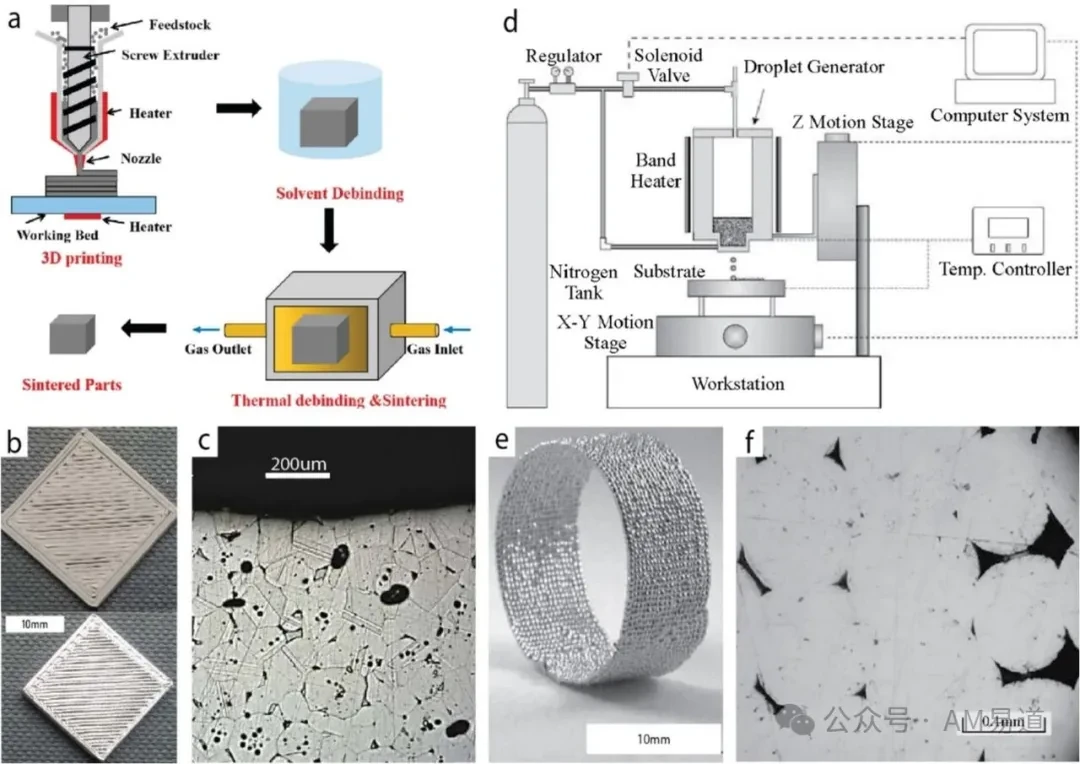
论文里有张系统架构图,看完你就明白这两种技术有多近。
左边是整体流程:金属丝材从上方进入打印头,加热后从喷嘴挤出沉积。右边把打印头拆成两个模块—加热和挤出。
加热方式一般有三种。
最常见的是间接电阻加热,用加热棒包裹料筒和喷嘴,热量从外向内传。
这和塑料FDM打印机完全一样,简单便宜,但热响应慢。
还有直接电阻加热,让电流通过金属丝本身产生热量,响应快但系统复杂。
第三种是感应加热,电磁感应直接在金属内部生热,不过铜和铝这类材料反而不太好加热。
感应加热熟悉吗?拓竹H2C大家都见到过。
延伸阅读:评测拓竹H2C前,拆解Vortek多色3D打印的工程美学
挤出方式一般也有三种。
轮驱动送丝最主流,和塑料机的挤出机构原理相同。气压挤出靠压力把金属推出来。重力挤出最简单,让熔融金属自己流下去。
论文展示了五个实际运行的系统,有意思的是其中好几个看起来特别像改装的桌面打印机。
区别是打印头用铜管缠绕加热,但送丝机构几乎没变。
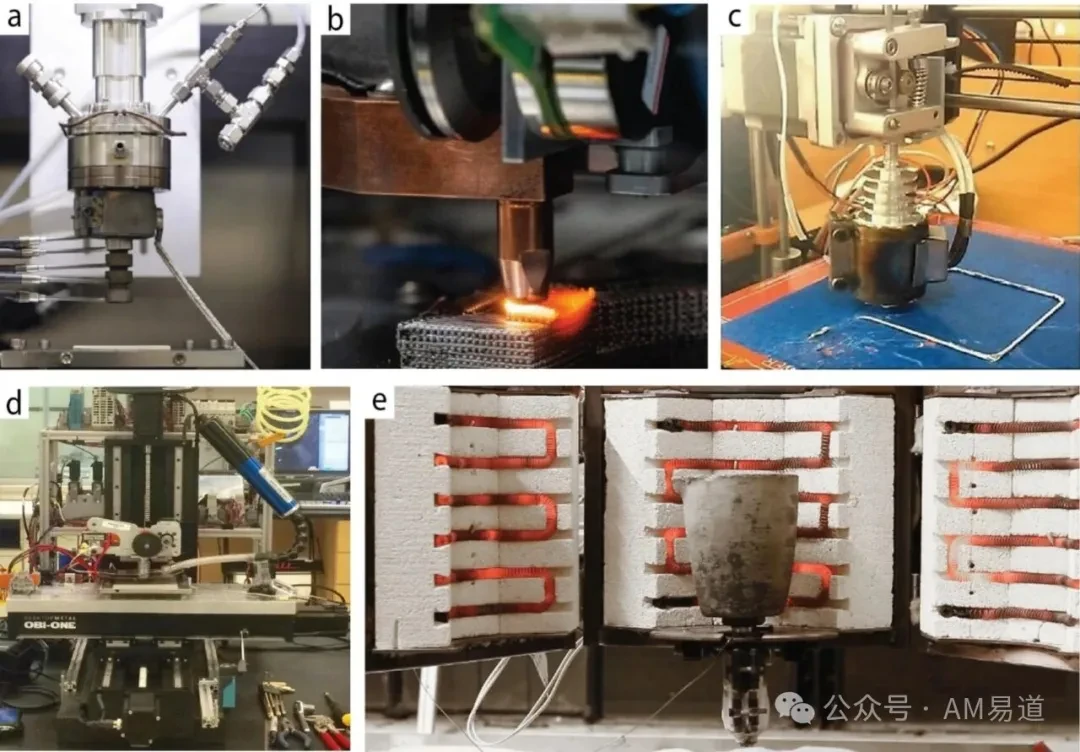
当然也有工业级设备,比如已经倒闭的Digital Alloys公司的Joule Printing系统,以及比利时ValCUN公司的商业机器。
这五个系统的细节大家可以阅读文献原文了解。
这些实物照片给我们的感觉是:入门门槛可能比想象中低。
对FDM厂商来说,运动平台、送丝电机、控制软件都是现成的。
核心挑战还是集中在打印头:怎么在高温下稳定工作,怎么防止氧化和堵塞,怎么控制熔融金属的流动。
问题不简单,但边界是清楚的。
半固态:比熔化更聪明的做法
如果你以为FDM金属打印就是把金属完全熔化再挤出来,那想简单了。
完全熔化的金属有两个麻烦。
一是粘度太低,液态铝的粘度只有蜂蜜的千分之一,比水还稀,从喷嘴出来就到处流。
二是表面张力太高,是塑料的三十多倍,熔融金属会迅速缩成球,根本没法保持丝状。
怎么办?答案是在半固态区间操作。
每种合金都有一个温度区间,金属既不完全是固体也不完全是液体,而是固液共存的那种冰沙状态。
关键在于,这种状态下金属有个神奇的特性:
你推它的时候它变稀容易流动,你不推它的时候它变稠保持形状。这在流变学里叫触变性,番茄酱和牙膏也是这个原理。
这意味着,金属在送丝机构推动下顺畅流过喷嘴,出来之后很快变稠定型。
这正是挤出打印需要的理想状态。
半固态加工还有个额外好处:能调控微观组织。
论文的金相照片显示,打印出来的材料几乎都是均匀的球状晶粒,尺寸在100微米以下。
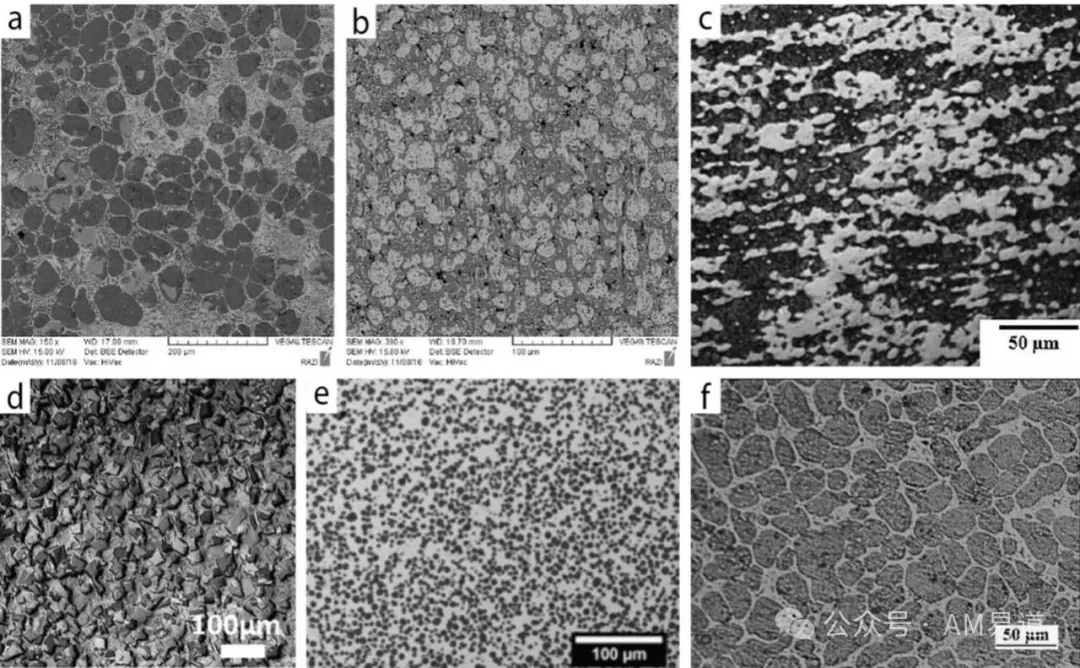
这种组织比常规铸造的树枝状晶粒更均匀,通常意味着更好的力学性能。
实测也证实了这一点—打印件的强度略高于同成分铸件。
不过AM易道观察到,目前力学性能数据还很稀缺。
大多数研究只做了硬度测试,系统的拉伸、疲劳数据几乎没有。
性能的全面表征是这条技术路线走向工业应用必须填补的空白。
材料:低熔点的现实与高熔点的野心
能打什么材料,决定一项技术能走多远。
论文的材料清单让人喜忧参半。
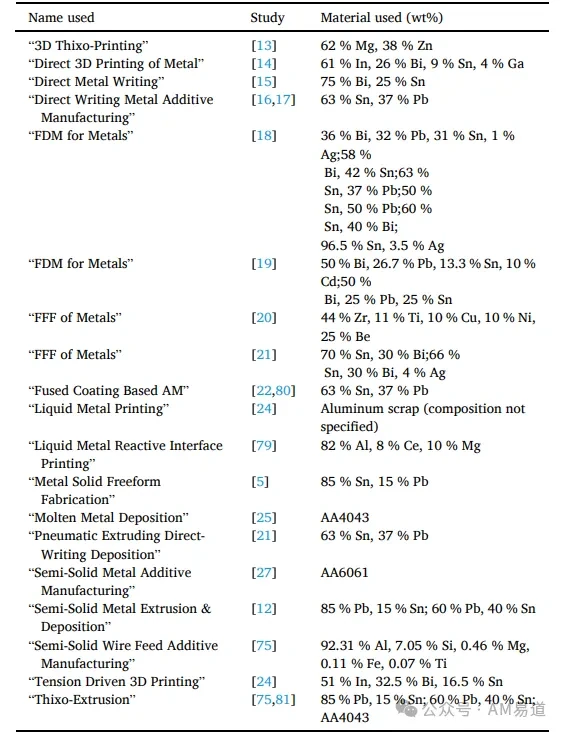
好消息是确实有人打出了铝合金和镁合金。
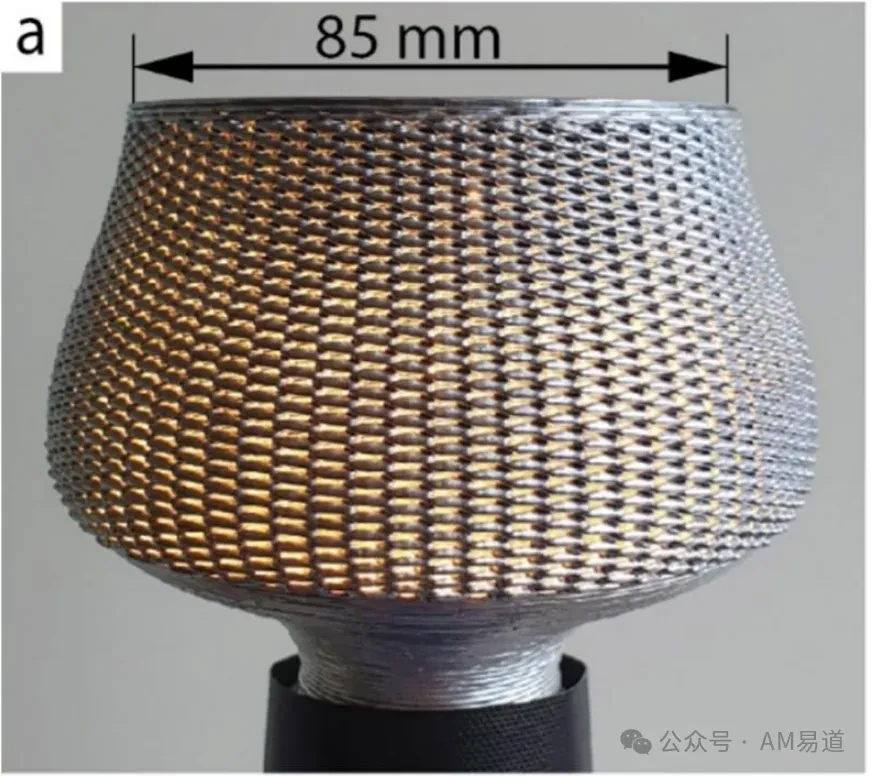
来看看打印成功的图片案例:
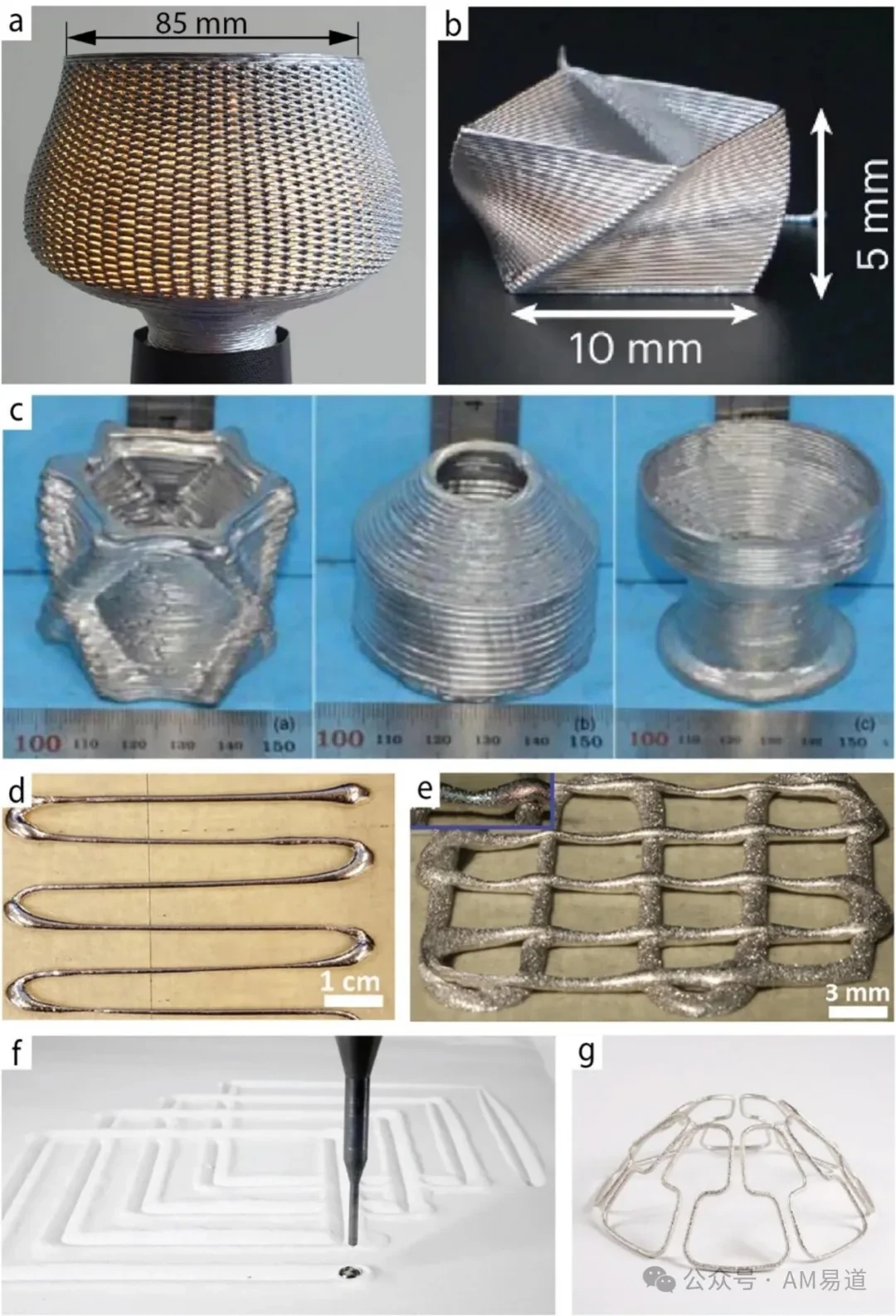
ValCUN公司用铝合金打印了相当精美的零件,图里面85毫米高的花瓶状结构就出自他们之手,表面质量不输传统金属打印。
还有团队用回收铝废料直接打印成功,上图的f和g,材料循环利用有想象空间。
但现实是绝大多数研究仍停留在低熔点合金—锡铅、铋锡、铟铋锡这些。熔点低、容易控制,是理想的实验材料,但离工业需求有距离。
目前没人成功打印过不锈钢或钛合金,这是目前明确的天花板。
不过天花板不等于物理极限。
论文指出,感应加热和直接电阻加热在理论上没有温度上限,限制在工程层面:喷嘴耐高温、气氛保护、高温流变控制。
这些要一个个解决,方向是明确的。
AM易道观察,材料范围拓展是这条路线能否起飞的关键。
从论文引用的研究轨迹看,过去五年铝合金的进展明显加速,这是积极信号。
在金属3D打印版图中的位置
把FDM金属打印放到整个金属增材版图里看,它是什么角色?
论文有张对比表格,和PBF、DED、BJT都做了对比:
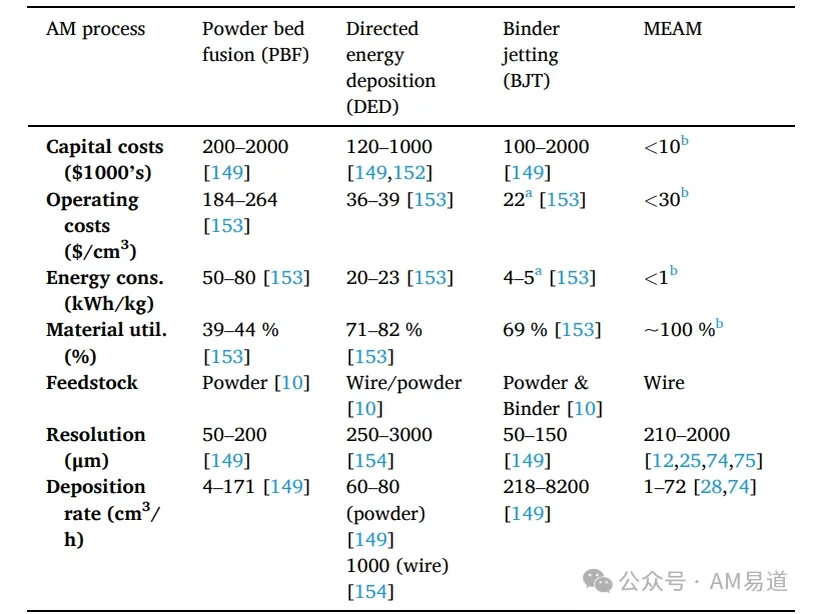
几个关键数字值得注意:
设备成本可能比粉末床熔融低一到两个数量级,能耗差距更大,材料利用率接近100%,线材进多少就沉积多少,没有粉末飞溅损耗。
有兴趣的读者可以自己细看表格里的具体数据。
短板同样明显。
分辨率比粉末床熔融粗一个数量级,材料范围有限,几何复杂度受限,缺乏成熟工艺标准。
这里文章澄清了一个常见混淆。
市面上常见的金属丝材打印(比如Markforged的Metal X)是另一条路线—打印的是塑料包裹金属粉末的丝材,打完要脱脂烧结,伴随收缩。
FDM式金属打印完全不同,直接挤出熔融或半固态纯金属,打印即成型。
论文专门对比了这两条技术路线,从工艺到性能都有本质差异。
AM易道认为,从对比图看来,FDM金属打印的定位逐渐清晰:
不取代激光粉末床,而是可以在成本敏感、精度要求中等的场景开辟空间。
教育科研、小批量定制、材料循环利用,可能是最先落地的领域。
产业机会:窗口正在打开
读完这篇论文,AM易道认为,有几件事值得FDM厂商和金属打印从业者注意。
这条技术路线的框架已经逐渐被学术界梳理清楚了。
在我们看来,FDM厂商确实具备切入这条路线的技术基础,但有能力和要不要做是两回事。
金属打印的市场结构、客户画像、售后服务都和塑料打印不同,跨界不只是技术问题。
不过先行者可能获得窗口期优势,但这条路线的低成本特性也意味着跟进门槛不会太高。
先发优势能否持续,取决于能否在材料库、工艺库、应用know-how上建立积累。
不过材料能否突破低熔点限制,性能能否达标,以及市场是否需要这样一条中间路线?
这些问题目前在我们心中并没有确定答案。
写在最后
AM易道见过许多被寄予厚望但最终沉寂的3D打印技术,也见过在边缘默默生长最后找到位置的方案。
这条路线会走向哪里,现在下结论太早。
开头我们说,FDM厂商距离金属打印可能只有一个打印头的距离。
这个距离说远不远,说近也不近。
技术上的一步之遥,在商业上可能是漫长的跋涉。
但至少,路已经被看见了。
谁会成为第一个认真走这条路的先锋?
AM易道将持续持续关注。
AM易道阅读导图
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道