
 发布内容
发布内容













相位光调制器,把全息体积3D打印效率推高70倍
体积3D打印这条路,行业盯了好几年。
原理足够诱人,不分层、几秒成型、表面没有台阶纹,听上去就是冲着颠覆传统逐层打印去的。
可它一直没真正跑起来,卡点不在快慢,在光。
过去做体积打印靠的是DMD芯片,就是投影仪、电影院放映机里那块数字微镜。
它靠几百万个小镜子各自开关来画图案,专业叫振幅调制。
问题是,遮挡就意味着浪费,光效率只有百分之零点三四。
一百份激光打进去,不到半份真正固化了树脂,剩下全被关着的镜子扔了。
这就是为什么过去要做1立方厘米的件,得搬出6瓦的大激光器,系统又贵门槛又高。
洛桑联邦理工这次换了一块芯片,德州仪器的相位光调制器,简称PLM。
就这一换,把光效率从百分之零点三四做到了约百分之二十四,整整70倍。
发在《Light: Science & Applications》上的这篇论文,标题很学术,干的却是一件很实在的事,把卡了体积打印多年的那个光效率瓶颈,撬开了。
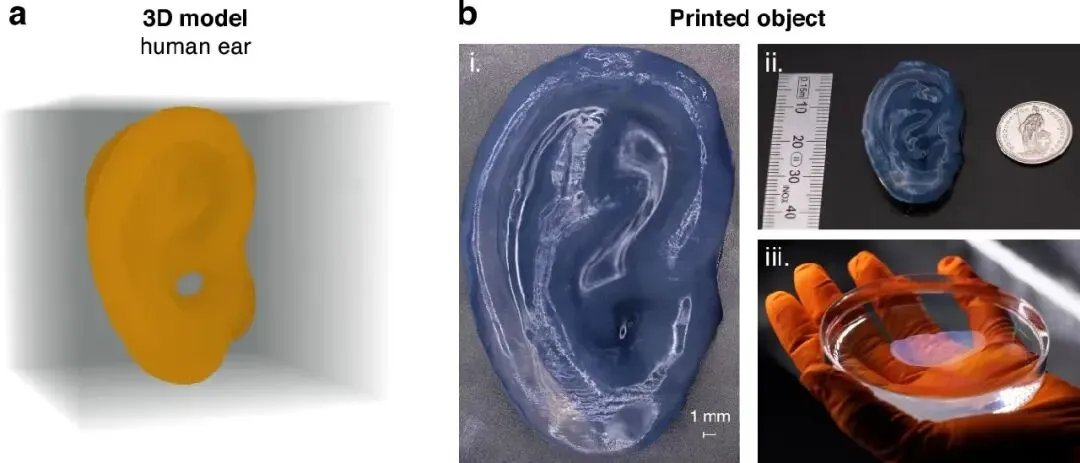
明胶硫醇/降冰片烯材料打印的真人尺寸人耳,2分12秒完成,只用了150毫瓦激光,相当于一支激光笔的功率.
先搞清楚,体积打印到底快在哪
开头已经把卡点点出来了,这里把体积打印本身讲清楚。
我们熟悉的3D打印,不管是FDM还是光固化SLA,本质都是一层一层往上堆。
体积打印不分层。
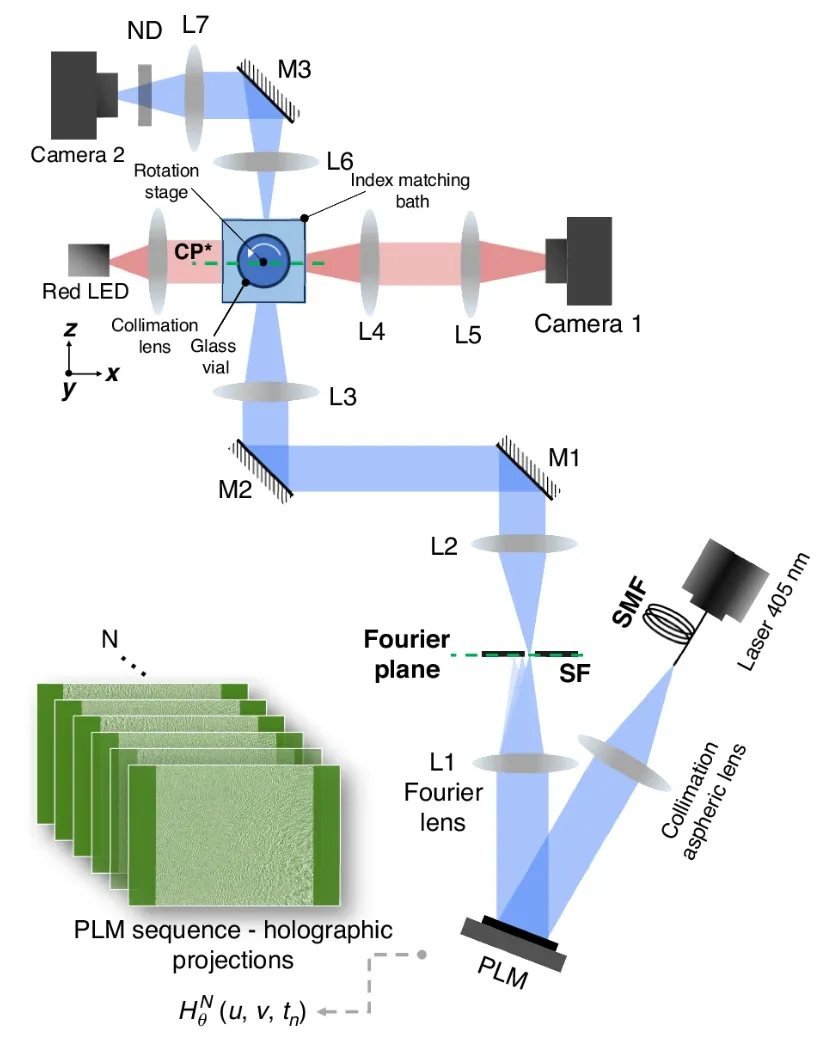
把一管液态光敏树脂转起来,从各个角度往里投射光的图案,光在某些地方累积够了能量,整个物体就在液体里一次性凝固出来,有点像CT扫描反着做。
这个原理2019年就有人验证过,快得惊人,几秒钟一个件,而且因为不分层,表面不会有那种台阶纹。
听起来很美。
问题就出在投影,这一环而投影的核心,是那块往料管里送图案的芯片。
下图是整套全息体积打印装置的光学结构,405纳米激光经PLM调制后通过傅里叶透镜投进转动的料管,料管浸在折射率匹配液里以消除柱面畸变
换一块会上下动的镜子
DMD的毛病前面说了,遮挡浪费光,效率压在百分之一以下。
后来有人让它配合全息算法,假装调制光的相位而非亮度,效率提到百分之十左右,这是团队2025年发在《Nature Communications》上的工作。
这次的突破是直接换芯片。
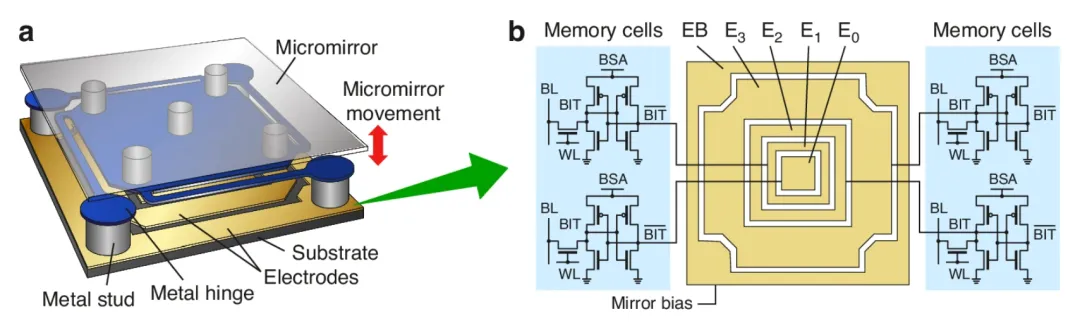
PLM和DMD的区别就在镜子怎么动,DMD的镜子是翻的,只有开关两态;PLM的镜子像一排活塞,能停在16个不同高度,升降之间改变反射光走的路程,相位就跟着变。
下图是单个PLM像素结构,微镜靠下方电极的静电吸引上下移动,从而改变反射光相位
差别看着小,意义全在这。
调相位不挡光,光全用上了,只是被重新安排了去向。
团队第一次把PLM装进体积打印系统,实测绝对光效率约百分之二十四,对比DMD振幅投影的百分之零点三四,正好70倍。
下面这张图比较关键:从左到右是DMD振幅投影、DMD全息投影、PLM全息投影,三者实测光效率分别约0.34%、9.71%、23.78%
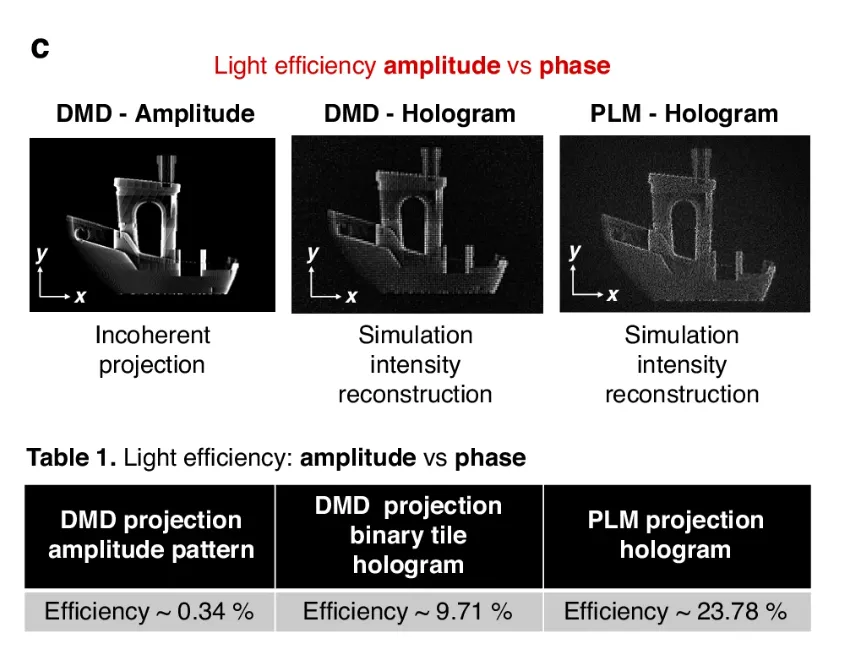
论文里那个反复出现的70倍需要澄清,指的是激光功率效率提升了70倍,不是说打印速度快了70倍。
效率上去,整个系统天花板更高了。
最直接的好处是光源能用便宜的。
过去要6瓦的大激光器,现在一支单模的405纳米激光二极管就够用。
论文里那些打印件,多数只用了18到55毫瓦的输出功率。
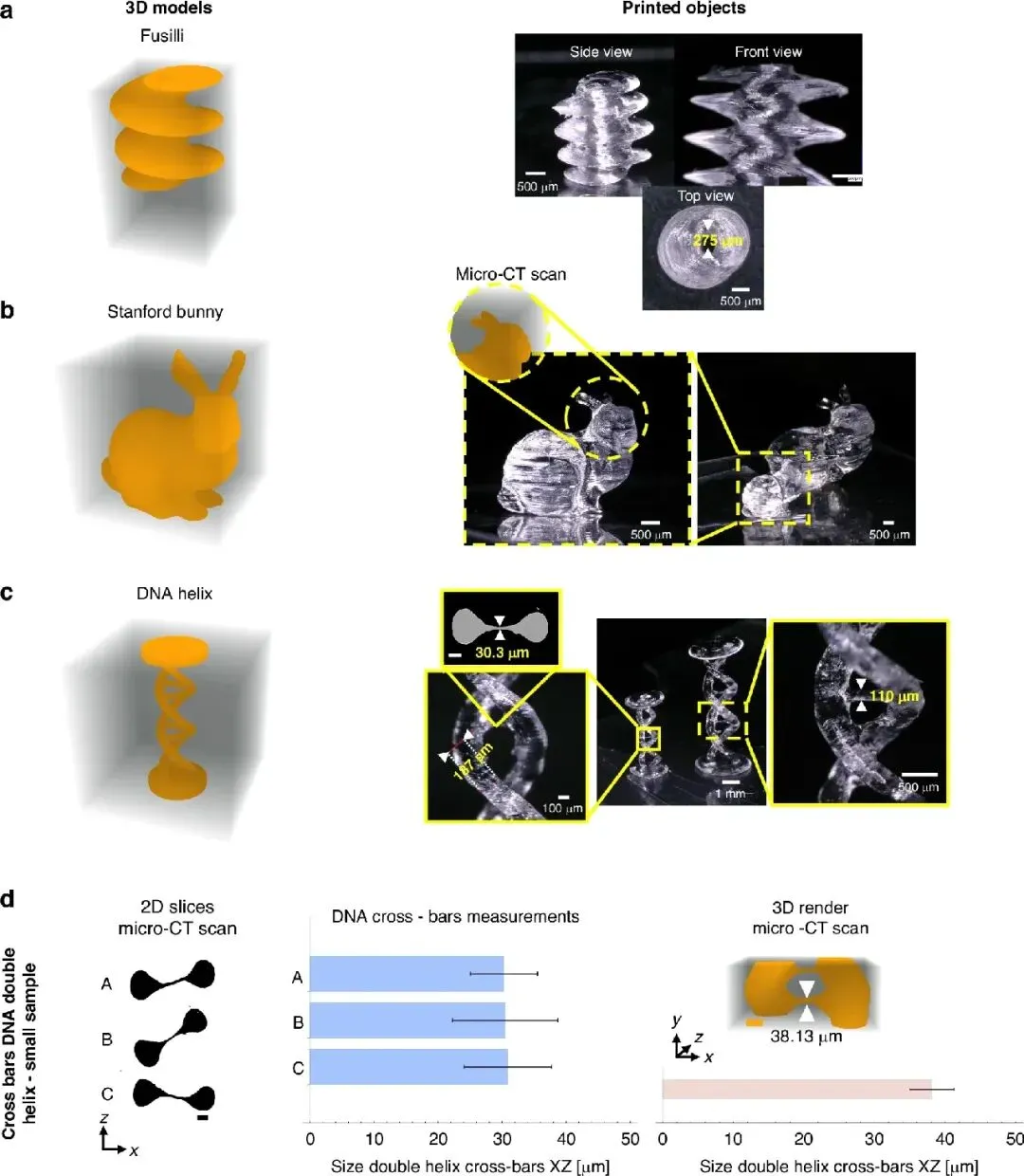
一个4毫米高的螺旋面32秒打完,用18毫瓦;一个8毫米的斯坦福兔子61秒,用50毫瓦;连DNA双螺旋上最细的横杆,都做到了30.3微米。
全息打印的老毛病,用【抖】解决
全息投影有个躲不掉的毛病,叫散斑。
你拿激光笔照墙,会看到那种闪烁的颗粒感,亮一块暗一块,那就是散斑,是相干光自己干涉出来的。
放进打印里它很讨厌,会让物体表面变粗糙、起颗粒,更麻烦的是亮斑之间的暗缝会让固化不连续,打出来的东西容易起丝、分层、整片脱落。
团队处理散斑的办法,说穿了就是一个字,抖。
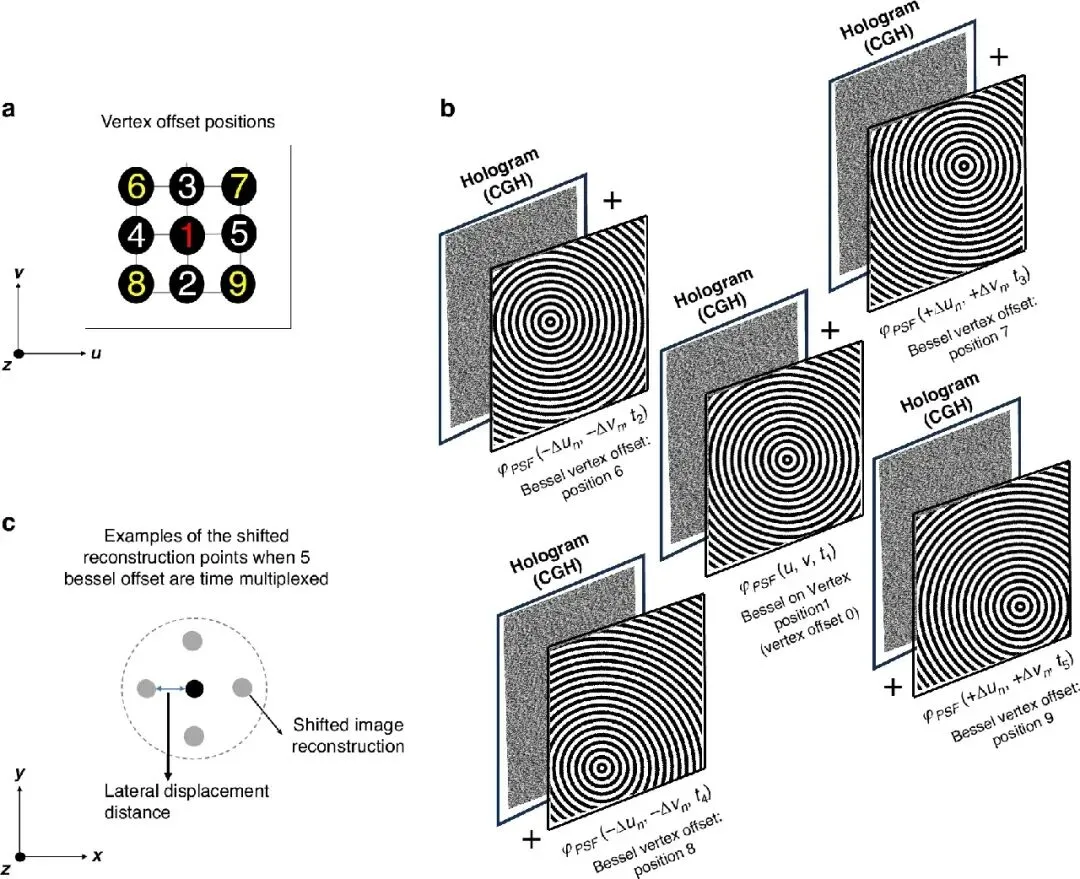
他们给每个投影角度准备最多9张全息图,每一张都把图案在横向上挪一点点,挪动的距离大约是散斑颗粒的一半。
这9张图快速轮流播放,这一张的亮斑刚好落在那一张的暗斑上,平均下来,颗粒感就被抹平了。
这个方法和一些激光投影仪的处理方法类似。
下图是说9个不同顶点偏移的轴棱锥相位,时间复用后让散斑的峰谷相互抵消 来源
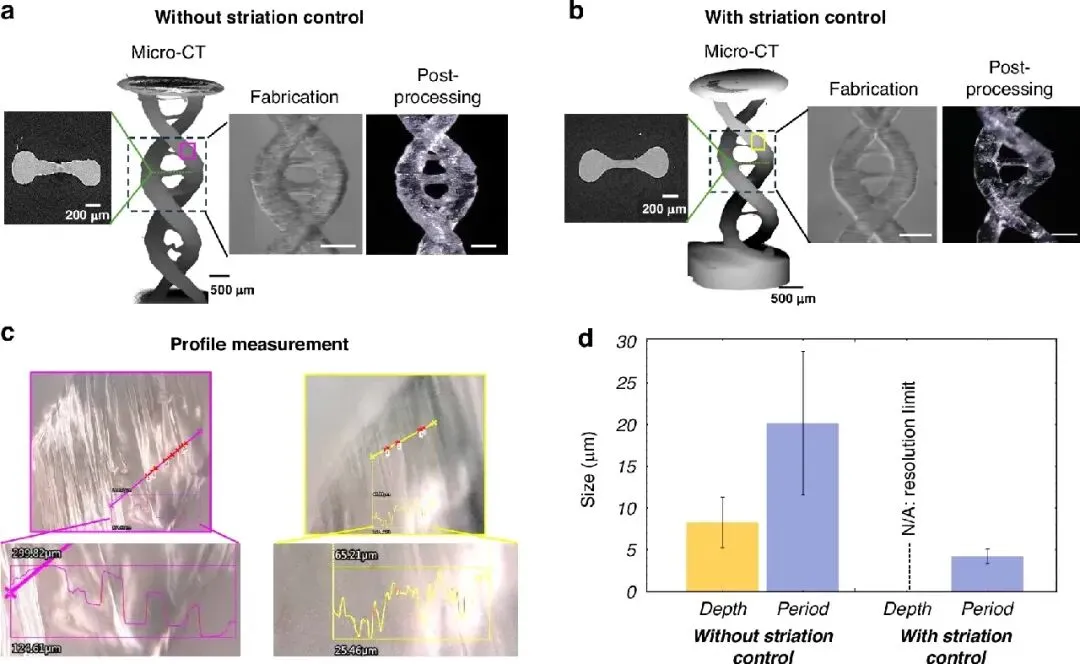
打出来的DNA双螺旋,开了散斑抑制和没开的,光滑程度肉眼可见地不一样。
光会抖之外,还有一件更要紧的事,是光束的形状。
普通的高斯光束有个死结,聚焦得越紧,能保持聚焦的距离就越短。
在他们11毫米直径的料管里,高斯光束最多只能打出大于54微米的特征。
想穿透整个料管还保持细,就得换光束。
他们用全息的方法把光整形成贝塞尔光束,一种中间是亮点、外面套着光环的特殊光束,能在很长一段距离里保持不发散。
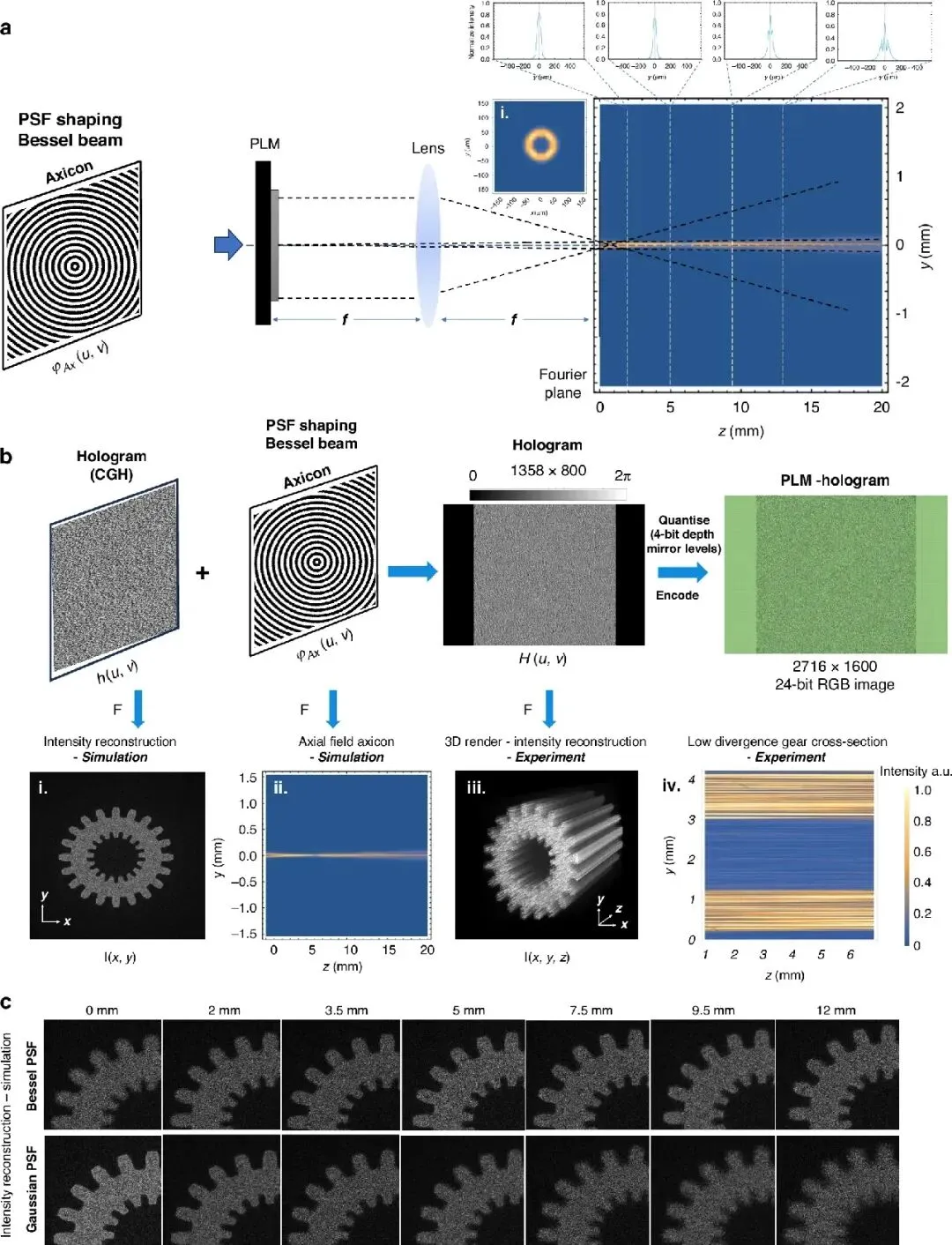
上图通过轴棱锥相位生成贝塞尔光束,相比高斯光束,沿传播方向保持聚焦的距离大大延长
贝塞尔光束还有个本事叫自愈,光路上碰到障碍物,它能在后面重新合拢。
听起来只是个有趣的物理现象,到了打活细胞的场景,这个本事变成了核心优势。
体积3D打印目前的攻坚战场,是打活的东西
往树脂里掺活细胞,麻烦在于细胞会散射光。
光一散,图案就糊,打出来的结构跟着走样。
过去全息体积打印做这件事,细胞浓度上不去,结构也做不大。
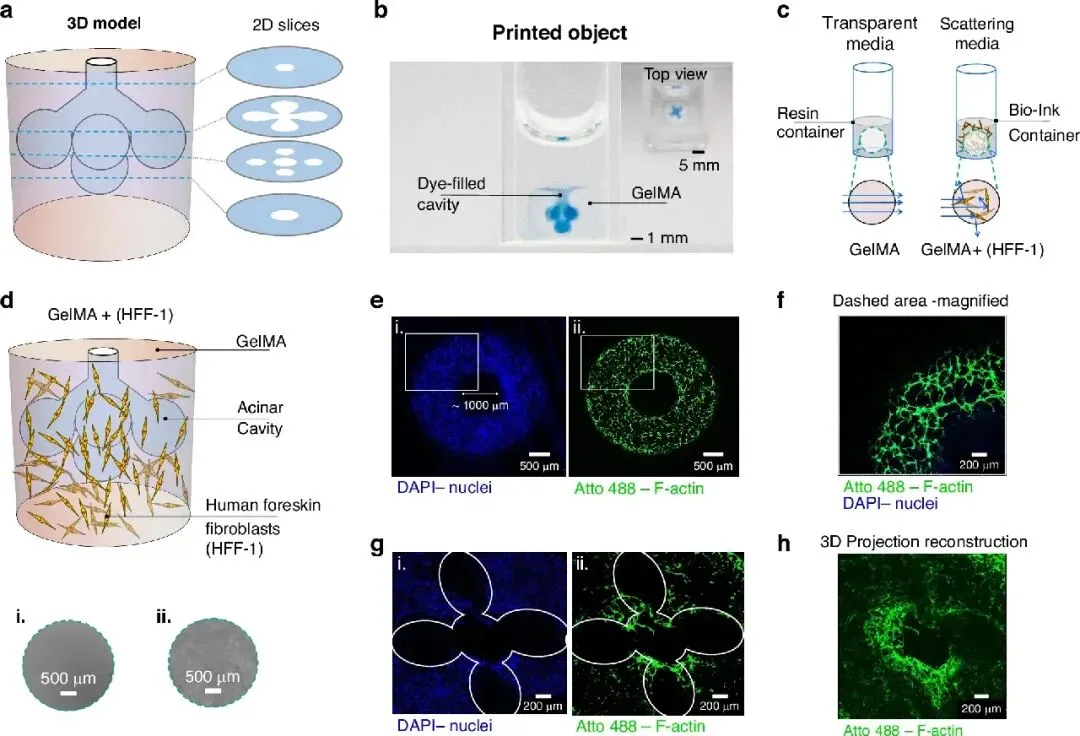
这次他们用每毫升100万个细胞的浓度,打出了模拟胰腺外分泌单元的多腺泡结构,体积比之前大了约8倍。
打完养了6天,里头的人成纤维细胞活着,还在腔体周围长成了网络。
贝塞尔光束的自愈能力在这里帮了大忙。
它能扛住细胞造成的散射,所以打这种散射介质时,不需要像传统方法那样对每个样品单独做光路补偿和标定。
这一步省下来,对将来真做临床级别的组织打印,是实打实的工程价值。
下图是含人成纤维细胞的水凝胶打印的多腺泡结构,蓝色为细胞核,绿色为细胞骨架,打印6天后细胞已形成网络
前文提到的打印的耳朵。
它用的是另一种材料,明胶硫醇/降冰片烯,比常用的GelMA反应快得多,对氧气也不那么敏感,所以结构更清晰。
同一只耳朵换成商用丙烯酸酯树脂打,慢一些,7分45秒;缩到一半尺寸,5分钟。
做个对比,之前用螺旋TVAM方法打同样的耳朵,光源要1.8瓦,时间要10分钟。
写在最后
3D体积打印一直被两样东西卡着脖子。
一是光效率太低,设备贵、门槛高,能玩的人就少;
二是打活细胞这种散射介质时图案会糊,做不大也做不准。
本文这块PLM调制器加上贝塞尔光束、散斑抑制两个配套手段,试图解决这两个问题。
光源从6瓦降到150毫瓦,意味着整套系统的成本结构可能被重新改写。
AM易道的判断是,这个学术成果短期内不会变成量产3D打印设备。
我们持续关注体积3D打印是因为,它真正反常识的地方,是把【层】这个概念整个拿掉了。
一旦体积打印这条线真的跑通,它要重新定义的不是某一类零件怎么做,而是3D打印这四个字本身还该不该和层逻辑绑在一起。
来源标注
原始论文:Álvarez-Castaño, M.I. et al. High-efficiency multi-scale holographic volumetric 3D printing with a phase light modulator. Light: Science & Applications (2026) 15:241. DOI: 10.1038/s41377-026-02331-4
文中技术参数、打印时间、材料、细胞实验数据均来自论文正文及配图
本文是AM易道对论文的解读和转述,带有大量主观判断、内容取舍和添加行业视角,原项目信息密度大、专业细节多,如果您是相关领域的专业读者,强烈建议直接访问,本文的内容可能与原作者的严谨表述存在部分差异。
 1点赞
1点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道