
 发布内容
发布内容













金属3D打印飞秒激光:热影响最小化的精确能量
亲爱的AM易道读者朋友们,今天咱们来聊聊一个相对冷门但重要的前沿金属3D打印话题:
飞秒激光金属3D打印。
选题初衷来自于AM易道读者群的兴趣讨论:



带着读者的宝贵问题,AM易道将试图为大家深入剖析这项技术的来龙去脉,探讨它在金属3D打印领域的独特优势和潜在应用。
希望这篇文章都能带来一些新的洞见。
AM易道团队没有关于飞秒激光的直接研究经验,如文章有技术表述错误,请读着留言指正。
飞秒激光3D打印的兴起
近年来,3D打印技术可谓是风生水起,在航空航天、医疗、汽车等领域大展身手。
但传统的连续波激光和长脉冲激光在处理某些高反射率、高导热性的金属材料时,往往会遇到诸如热影响区过大、裂纹形成等问题。
飞秒激光和众多全新的能量源一同,逐步登场。
那么,飞秒激光到底有什么过人之处呢?
首先,究竟什么是飞秒激光?
顾名思义,飞秒激光的脉冲持续时间在飞秒(10^-15秒)量级。
飞秒激光的独特之处主要体现在三个方面:极短的脉冲持续时间、超高的峰值功率和宽广的光谱带宽。
这些特性使得飞秒激光在与材料相互作用时,能够在极短时间内将能量传递到材料中,产生的等离子体膨胀时间(纳秒到微秒量级)远远长于激光脉冲持续时间。
这意味着,在飞秒激光作用下,材料局部温度可以在极短时间内达到惊人的6000℃左右!
与连续波激光和长脉冲激光相比,飞秒激光具有以下优势:
热影响区(HAZ)更小:由于能量传递时间极短,热扩散效应被大大抑制,从而减少了对周围材料的热影响。
精度更高:飞秒激光可以实现亚微米级的加工精度,这对于制造微型器件和精密结构至关重要。
适用材料范围更广:飞秒激光可以加工传统激光难以处理的高反射率、高导热性材料,如铜、银等。
表面质量更好:由于热影响小,飞秒激光加工的表面通常更加光滑,减少了后处理的需求。
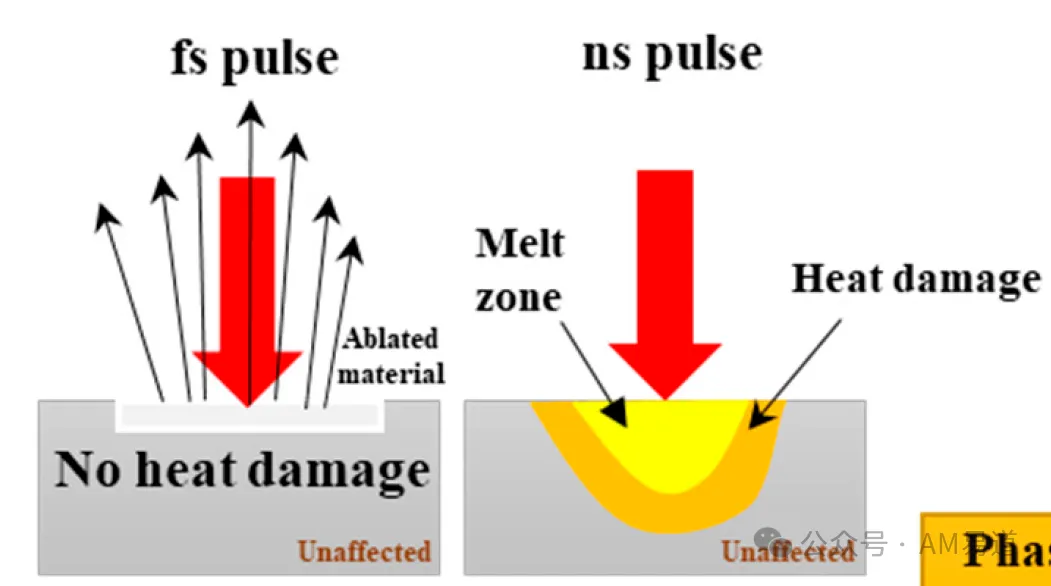
为了直观理解不同类型激光与材料的相互作用,让我们来看一张对比图:
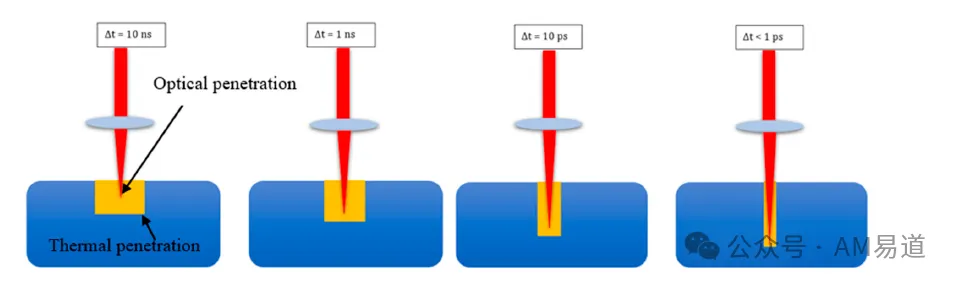
从上图中我们可以清楚地看到,10ns激光和1ns激光在与材料相互作用时,会产生较大的热影响区。
随着脉冲时间缩短到ps以及更低的飞秒(fs)激光则能够将能量局限在一个非常小的区域内,无论是高功率还是低功率,都能实现精确的能量沉积。
所以在减材制造中,飞秒激光可以加工出非常精细的结构。
飞秒激光与材料亲密接触后会发生什么?
要真正理解飞秒激光3D打印的奥秘,我们得深入探讨一下飞秒激光与材料的相互作用机理。这个过程可以粗略地分为三个阶段:
第一阶段:电子吸收能量
当飞秒激光照射到金属表面时,金属中的自由电子首先吸收激光能量,电子温度迅速升高到数千开尔文。
但此时,晶格温度还保持相对较低。
第二阶段:电子-晶格耦合
在接下来的几皮秒到几十皮秒内,高能电子通过电子-声子耦合将能量传递给晶格。
这个阶段,电子和晶格处于非平衡态,两者温度有显著差异。
第三阶段:热扩散
最后,电子和晶格达到热平衡,能量通过普通的热扩散过程向材料内部传递。
这个过程看似复杂,但如果用日常生活中的例子来类比,可以想象成这样:飞秒激光就像是一个超级快的热水器,在极短时间内将能量注入到一杯冰水中。
水分子(相当于电子)首先被加热,然后才逐渐将热量传递给杯子(相当于晶格)。
由于加热时间极短,杯子周围的空气(相当于周围材料)几乎没有被加热。
为了更好地理解和预测飞秒激光与材料的相互作用,研究人员开发了各种数值模型。
其中,最广泛使用的是两温度模型(TTM)。这个模型通过两个耦合的偏微分方程来描述电子和晶格的温度演化:
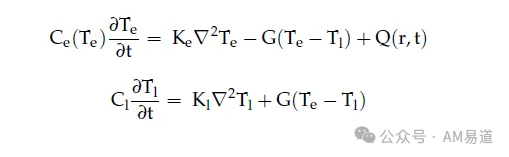
其中,C_e和C_l分别是电子和晶格的比热容,K_e和K_l分别是电子和晶格的热导率,G是电子-声子耦合常数,Q(r,t)是激光能量密度。
这个模型虽然看起来有点复杂,但它为我们理解飞秒激光加工过程提供了重要的理论基础。
通过调整这个模型参数,研究人员可以预测不同材料在不同激光参数下的加工效果,从而优化3D打印工艺(后文包含此部分内容)。
设备构建:基于飞秒激光选区熔化技术
说了这么多理论,您可能会问:这些知识如何应用到实际的3D打印中呢?
别急,接下来让我们一起走进飞秒激光粉末床融合(PBF)的设备构造。
飞秒激光PBF技术的基本原理与传统的选区激光熔化(SLM)类似,但在细节上有很大不同。
整个系统主要由以下几部分组成:
飞秒激光源:
这是整个系统的核心,通常采用掺镱光纤激光器,可以产生波长约1030nm、脉冲宽度在几百飞秒的激光。
由于飞秒激光的高峰值功率,设备可能需要更高效的冷却系统,特别是针对激光器和光学系统的冷却。
光学系统:包括光路、扫描镜等,用于控制激光的方向和聚焦。
这些光学元件可能需要特殊的涂层和设计,以处理高峰值功率的飞秒脉冲,同时保持良好的聚焦性能。粉末床系统:包括粉末供给装置、铺粉机构和建造平台。
由于飞秒激光的热影响区更小,可能允许使用更薄的粉末层,从而提高打印精度。控制系统:用于调节激光参数、扫描路径等。
惰性气体保护系统:防止金属粉末在高温下氧化。
为了更直观地理解这个系统,让我们来看一下飞秒激光选区烧结-粉末床融合过程的示意图:
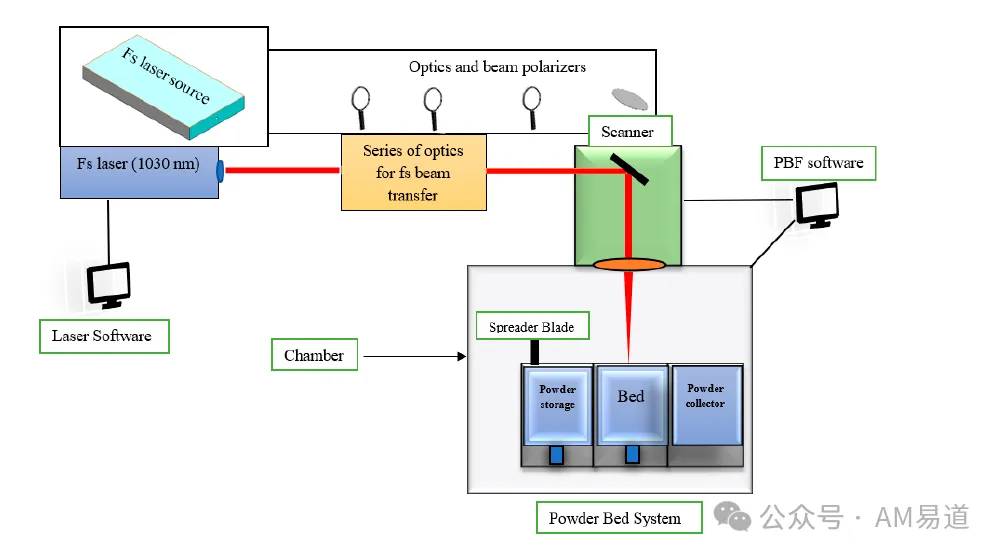
从图中我们可以看到,整个系统的核心是飞秒激光源,其余基础结构和一般的LPBF打印机没有什么不同。
飞秒激光PBF技术的关键在于如何精确控制激光参数,以获得最佳的加工效果。以下几个参数尤为重要:
脉冲能量:通常在微焦耳量级,决定了单个脉冲能否有效熔化或烧结金属粉末。
重复频率:可以从几兆赫兹到几十兆赫兹,影响能量的累积效应。
扫描速度:通常在毫米每秒量级,与重复频率一起决定了单位长度上的脉冲数。
焦点直径:通常在几十微米左右,决定了加工的分辨率。
层厚:通常在几十微米左右,影响成形效率和表面质量。
扫描间距:相邻扫描线之间的距离,影响能量分布的均匀性。
加粗的部分是AM易道认为飞秒激光工艺研究时所需额外注意的,不过一般飞秒激光厂家也会在软件端很好的提供此类参数的控制。
这些参数之间存在复杂的相互关系,需要根据具体的材料和应用进行工艺优化。
飞秒激光金属3D打印的材料探索
接下来,让我们一起探索飞秒激光3D打印在各种金属材料上的应用。
在没有做此话题覆盖前,AM易道没有想到飞秒激光在各类金属材料的研究已经全面开花了。
飞秒铜及铜合金
铜在现代工业中不可或缺。
但是,由于其高反射率和高导热性,铜一直是传统激光3D打印的难啃的骨头。
飞秒激光的出现,为铜的3D打印带来了新的希望。
Cheng等人的研究表明,使用波长800nm、脉冲宽度100fs、重复频率80MHz的飞秒激光,可以在铜涂层基板上实现纳米颗粒的烧结。
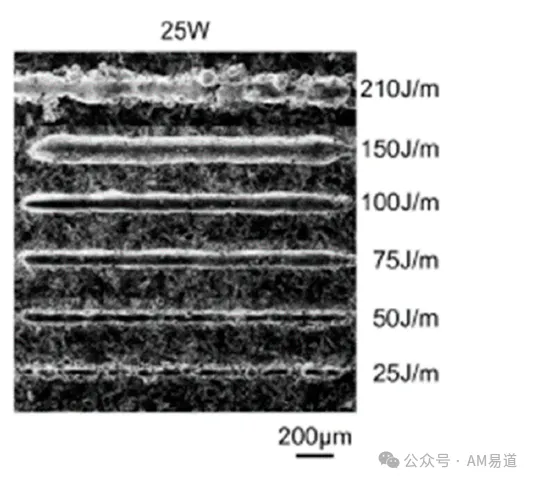
他们发现,当激光功率在195-210mW之间时,可以得到清晰的铜线图案。让我们来看看他们的实验结果:

从图中我们可以看到,在0.1mm/s的恒定扫描速度下,当激光功率为195mW(对应fluence为12.8 mJ/cm^2)时,形成了清晰的铜线图案(图a和b)。
当功率增加到210mW(对应fluence为13.8 mJ/cm^2)时,线宽略有增加,但图案仍然清晰(图c和d)。这项研究为微电子领域的铜互连制造提供了新的可能性。
更令人兴奋的是,Kaden等人成功地使用飞秒激光实现了铜粉末的选区熔化。
他们使用波长1030nm、脉冲宽度500fs的激光,在20MHz的重复频率下,成功打印出了具有复杂几何形状的铜结构,包括薄壁和齿轮形状。
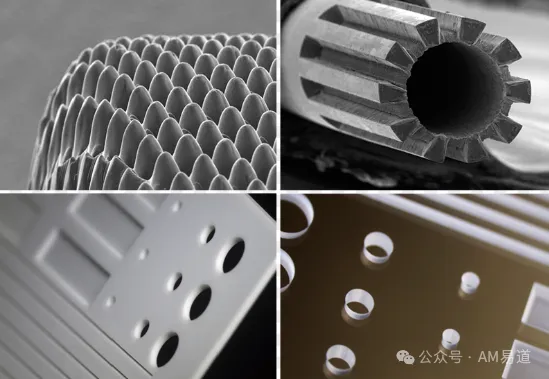
这些结构的壁厚可以达到100μm,展示了飞秒激光在精密制造方面的巨大潜力。让我们来看看他们打印的样品:
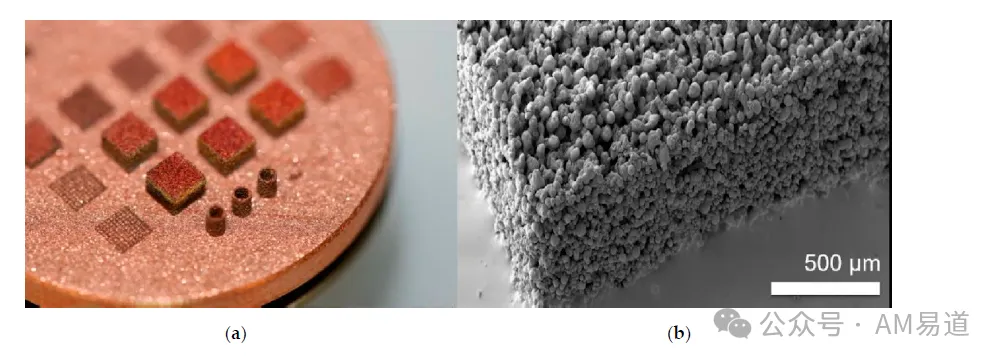
展示了2×2 mm^2大小,总高度为1.4 mm的立方体样品
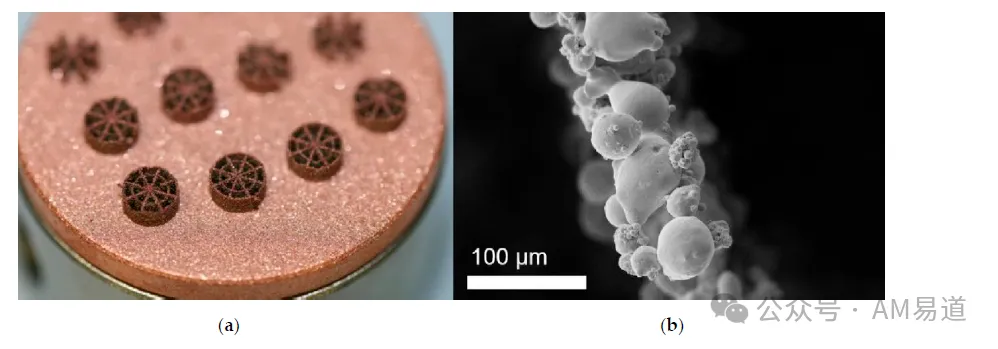
展示了薄壁圆形样品,单壁的SEM图像显示了其精细的结构
飞秒铁和钨:挑战高熔点金属
铁和钨这两种高熔点金属,在传统3D打印中往往面临着裂纹和气孔等问题。
但是,飞秒激光的超短脉冲和高峰值功率,为它们的加工带来了新的可能。
Huang等人的研究表明,使用80MHz的飞秒激光可以成功打印出铁环结构。
相比于连续波激光,飞秒激光打印的样品具有更小的热影响区和更高的显微硬度。
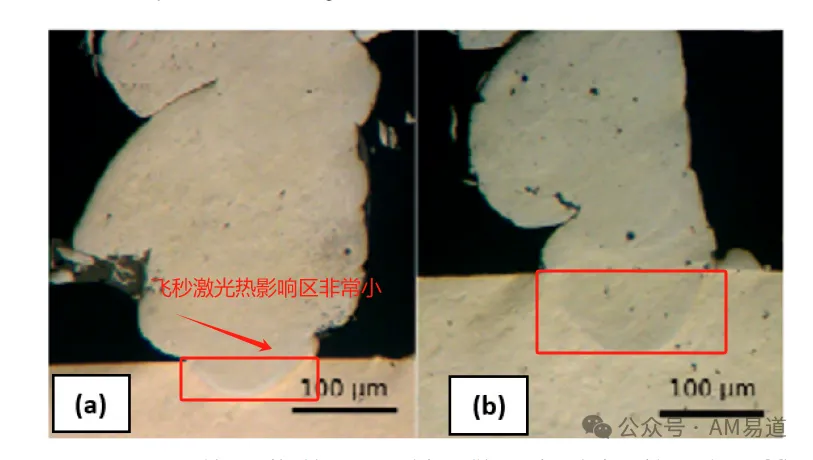
这主要归功于飞秒激光加工过程中的快速冷却和局部加热效应。
上图(a)展示了80 MHz飞秒激光打印的铁环,而(b)展示了连续波激光打印的铁环。飞秒激光打印的样品显示出更精细的结构和更小的热影响区。
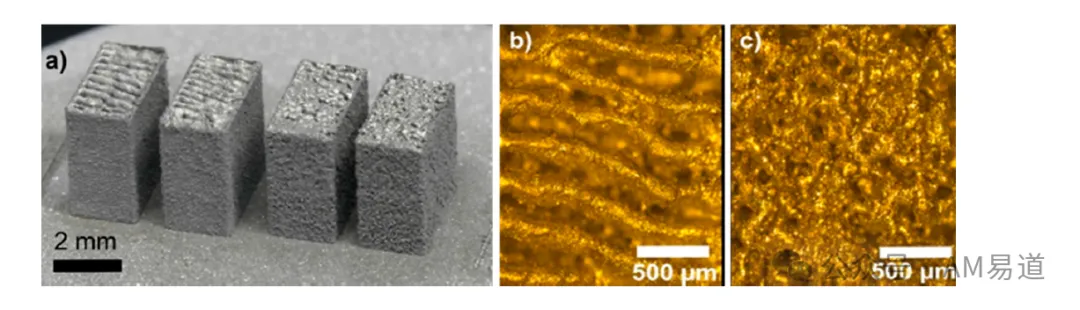
对于熔点更高的钨,Bai等人使用1MHz重复频率、400fs脉冲宽度的飞秒激光,成功实现了钨粉末的3D打印。
他们打印出的钨样品不仅具有较高的相对密度,而且显微硬度也优于连续波激光和皮秒激光打印的样品。
这项研究为高温应用领域,如核聚变反应堆的等离子体面对组件制造,提供了新的思路。
让我们来看看他们打印的钨样品:
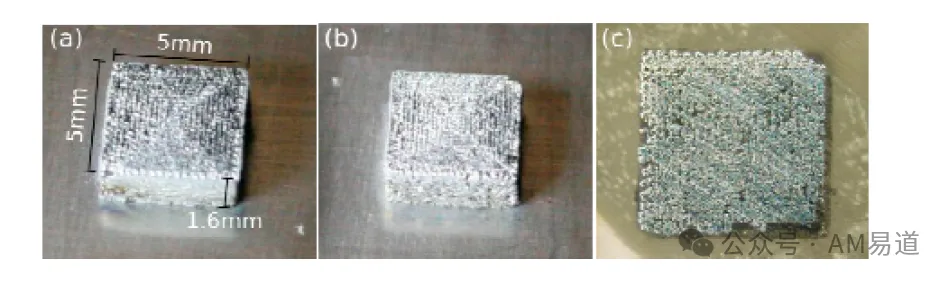
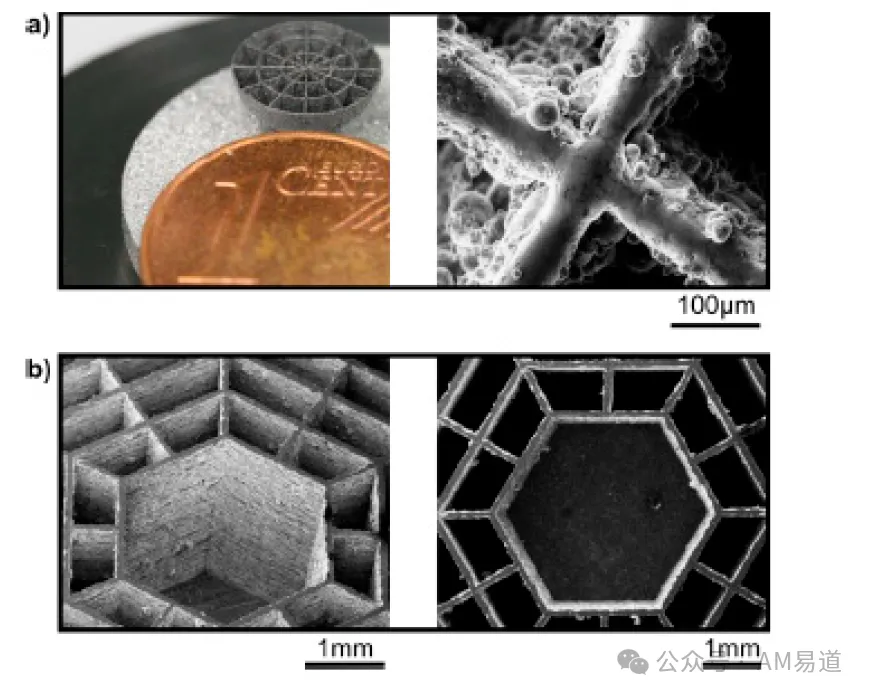
上图展示了飞秒激光打印的钨立方体样品(a,b)以及其抛光后的顶面(c)。
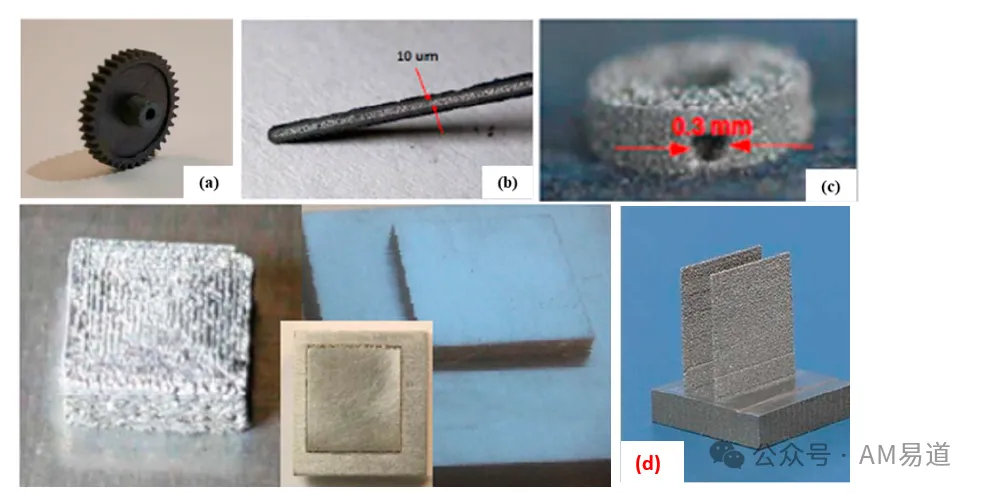
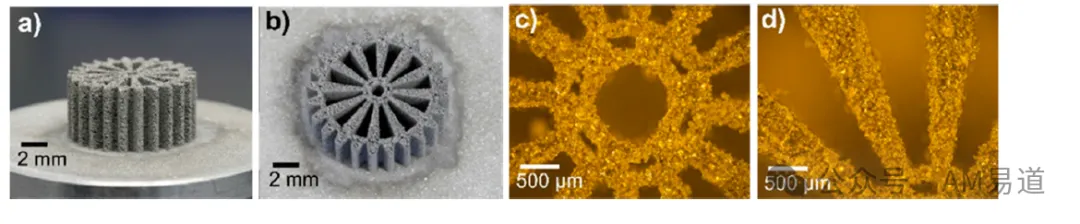
这组图片展示了飞秒激光3D打印钨材料的多种能力:
(a) 半英寸直径的精细齿轮,展示了复杂形状加工能力。 (b) 钨烧结结构,表面有典型的粉末烧结特征,但形状保持良好。 (c) 带小圆孔的钨结构,突出了微细特征加工的精度。 (d) 100微米厚的薄壁,展示了极高的分辨率和精度。
从图中我们可以看到,飞秒激光能够成功打印出复杂的钨结构,这在传统加工方法中是很难实现的。
飞秒银: 挑战高导电性材料
银,作为导电性能最好的金属之一,在微电子领域有着广泛的应用。
飞秒激光的出现,为银纳米颗粒的精确成型开辟了新的道路。
目前围绕银的飞秒增材研究主要是奔着偏平面烧结去的,因为银的主要应用在于电子电路的制造,AM易道尚未找到银的复杂三维结构的飞秒加工案例。
Noh等人使用波长800nm、脉冲宽度50fs的飞秒激光,在聚对苯二甲酸乙二醇酯(PET)基底上实现了银纳米颗粒的烧结。
他们发现,通过调节激光能量密度和有效脉冲数,可以精确控制银颗粒之间的颈部生长,从而调节薄膜的电学性能。让我们来看看他们的实验结果:
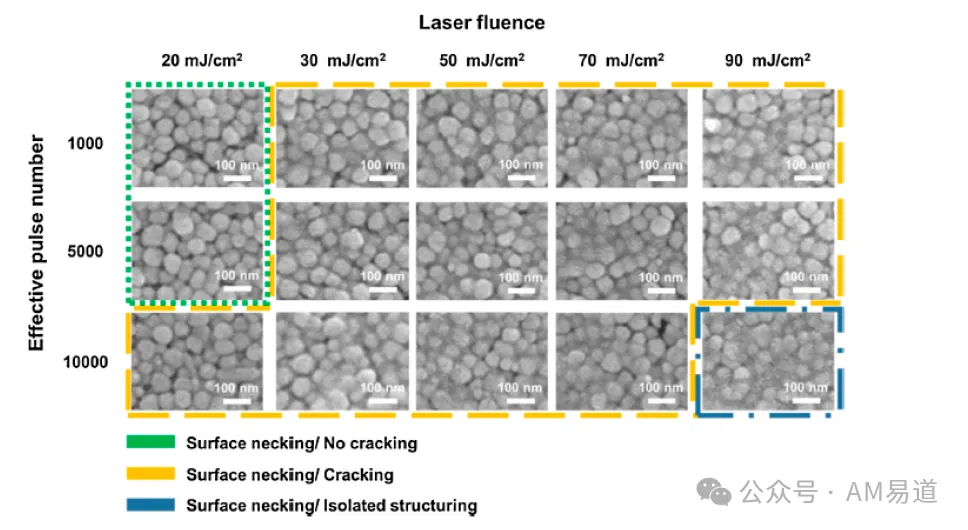
可以看出,随着能量密度和脉冲数不同,我们可以清楚地看到颗粒之间颈部的生长,这直接影响了薄膜的导电性。最右下角的表面的导电性能最好。
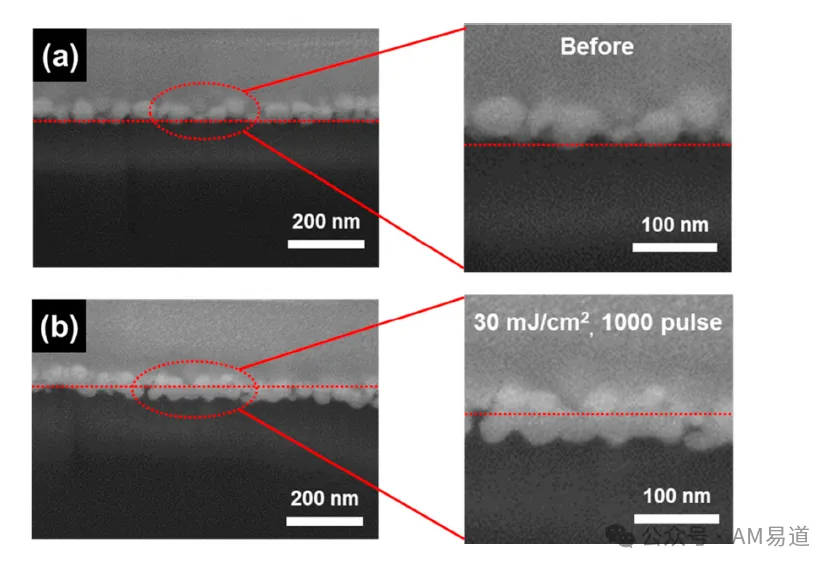
飞秒激光让银纳米颗粒表面产生了更多横向“连接”而因其热区极小没有产生其他方向的团聚,使得银颗粒形成的导电通路电阻更低。
这项技术为柔性电子器件的制造提供了新的可能。
飞秒铝合金:轻量化的未来
铝合金因其低密度和高强度比,在航空航天等领域备受青睐。
飞秒激光3D打印为铝合金的加工带来了新的机遇。
飞秒钛合金
目前关于飞秒激光直接3D打印钛合金的研究还相对较少,但飞秒激光在钛合金表面处理和后处理方面已经显示出了巨大潜力。
Vorobyev等人利用飞秒激光在钛表面制造出了尺寸小于20nm的纳米结构。这种纳米结构化表面可以显著改善钛植入物的生物相容性。
Jiao等人则发现,飞秒激光处理可以赋予Ti6Al4V合金表面自清洁和疏水性能,这对于航空航天领域的部件有重要意义。
工艺的"魔术师":飞秒激光3D打印的参数优化
在了解了飞秒激光3D打印各种材料的可能性后,我们来看一下不同材料的飞秒激光3D打印参数:
这张表格非常重要,来自美国沙迦大学的研究者,他们收集和整理了多个研究团队在飞秒激光3D打印不同材料时使用的参数。
建议读者务必收藏保存。
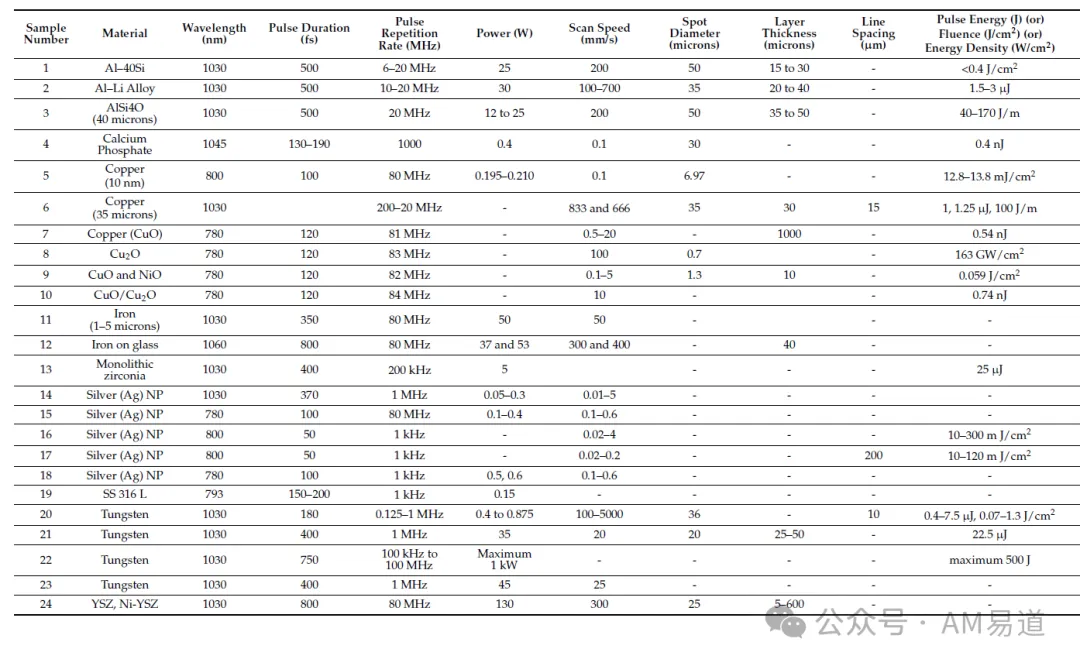
从表中我们可以看到,不同材料的最佳加工参数差异很大。
例如,对于铜,通常需要较高的重复频率(20MHz以上)和较低的脉冲能量(约1μJ);
而对于钨,则需要较低的重复频率(1MHz左右)和较高的平均功率(45W左右)。
这些差异主要源于材料的物理特性,如熔点、热导率和光学吸收特性等。
回看工艺研究的部分,这些研究成果告诉我们,飞秒激光3D打印的工艺优化是一个多维度、非线性的问题。
它不仅需要深入理解激光-材料相互作用机理,还需要大量的实验数据支持。
因此,AM易道认为,开发智能优化算法和高通量实验方法,或许将是未来飞秒激光3D打印技术发展的重要方向。
飞秒激光并不是无敌的,但未来可期
毫无疑问,飞秒激光3D打印技术展现出了巨大的潜力,但它也面临着挑战。
首当其冲,飞秒激光设备的成本仍然较高。
另外很明显的是,飞秒激光的平均功率通常低于连续波激光,这可能会影响加工效率。
此外,从本文可以看出,飞秒激光3D打印的工艺窗口较窄,对参数控制的要求更高,这增加了工艺开发的难度。
不过随着激光技术的不断进步,更高功率、更高重复频率的飞秒激光源正在开发中,将有望提高飞秒激光3D打印的加工效率。
AM易道认为,飞秒激光3D打印技术在以下领域具有广阔的应用前景:
电子及医疗领域:通过本文可以看出,飞秒激光3D打印技术在做小做精做高导表面存在优势,对于微互连、微传感器等应用有潜力。
在航空航天领域,飞秒激光3D打印技术有望突破高性能合金的加工限制,适合飞秒的材料库可以对现有3D打印金属材料做很好的补充。
纯铜粉末的飞秒激光加工研究也为微型机器人发动机的散热器和冷却装置的制造提供了新的思路。
高密度、高硬度的钨部件有望应用于火箭部件、核聚变反应堆的等离子体面对组件和成像系统的辐射屏蔽。
铝锂合金和AlSi4O合金的研究结果也为航空航天和汽车行业的结构应用带来了新的可能。
并且还有许多研究是围绕飞秒激光多材料加工以及石墨烯等材料展开(本文没有探讨),为更多复合结构设计提供新的可能。
对于投资者而言,虽然飞秒激光3D打印技术目前还处于起步阶段,但其想象力还是很大的。
关注飞秒激光源、精密光学系统及其智能控制、飞秒高通量工艺研发相关领域的创新型企业,可能会带来丰厚的回报。
写在最后
飞秒激光3D打印技术,或许可以突破传统激光3D打印加工的一些局限。
能够为材料科学、精密制造等领域带来了新的研究方向。
虽然这项技术还有很长的路要走,但它无疑代表了3D打印这项新技术不断呈现的未来发展方向之一。
AM易道认为,不论研究飞秒金属的纯增材路线是否走的缓慢,其在微结构减材领域的成熟以及在表面加工的极大优势已经可以结合各类增材制造的零件进行优化处理了。
而很多科研团队和企业已经在路上了。
正如著名物理学家理查德·费曼曾说:"在底层还大有可为。"
飞秒激光正在带领我们,在新材料增材加工每一层的3D打印世界中,"大有可为"。
(正文内容结束)
延伸阅读:
联系编辑:
加编辑个人微信 amyidao(务必注明来意):接受各种形式投稿(点击查看详情)、招商、合作、加入读者微信群、讨论文章内容、兴趣话题,不便发表的前沿消息、行业内情、共同洞见3D打印及AI的未来图景。
Reference:
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道