
 发布内容
发布内容













战斗机教练机3D打印钛合金部件疲劳性能摸底:两种设备两种喷丸
战斗机上一个巴掌大的铰链,能不能用3D打印来做?
芬兰人用实验数据回答了这个问题。
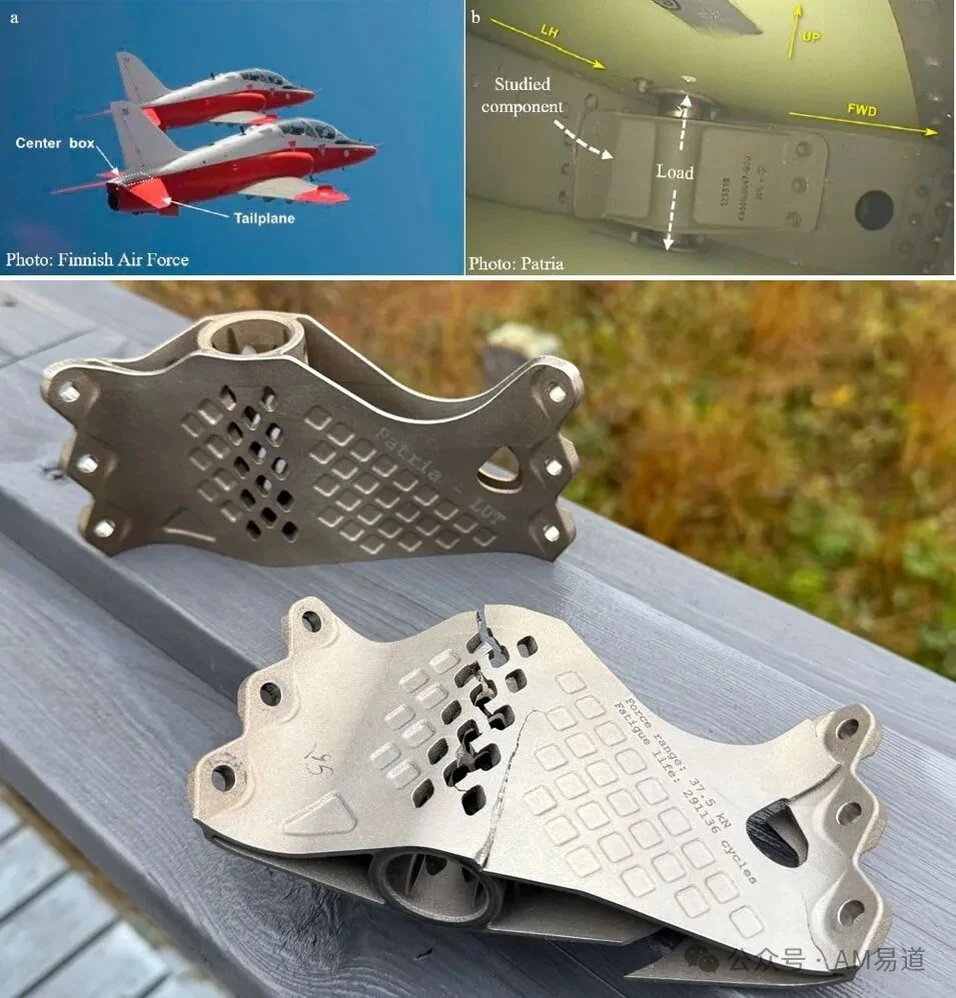
这项研究来自LUT大学与Patria航空公司的合作。他们瞄准的是BAE Hawk Mk.66教练机的尾翼铰链。
一个在服役中频繁开裂的锻造铝合金部件。
团队用L-PBF打印的Ti6Al4V替代,并验证疲劳性能能否达标。
材料选择上没有太多悬念。 AlSi10Mg等高强铝合金工艺成熟,但疲劳性能撑不住这个应用场景。
所以选了Ti6Al4V。
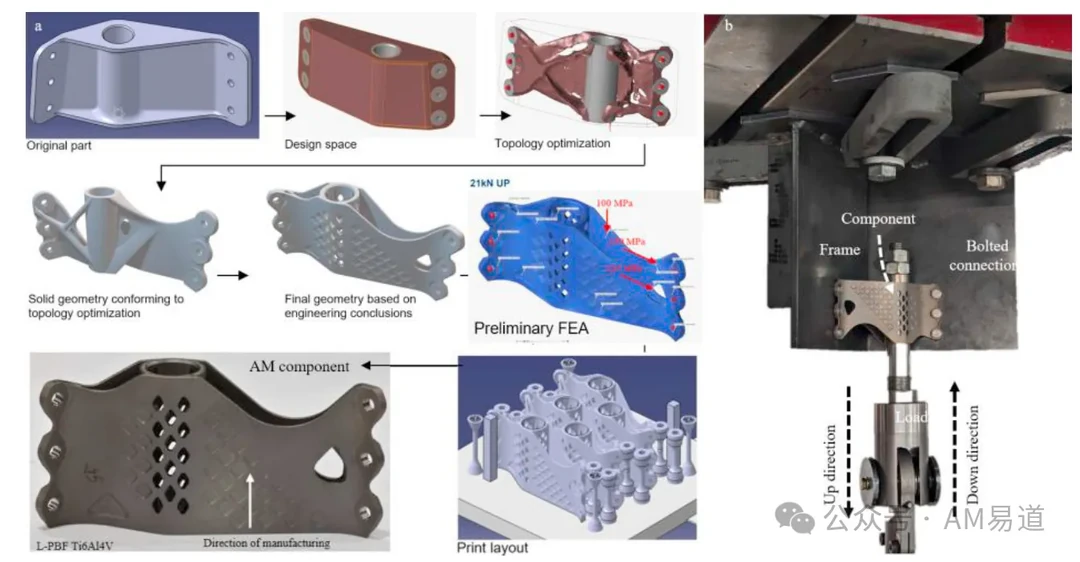
设计思路方面,团队先用拓扑优化找方向,最终方案是双腹板构型,既能无支撑打印,又提高了损伤容限。
为了减重,表面开了大量孔洞和凹槽,团队坦言这在常规设计中并不推荐,这里更多是为研究目的服务。
成品206g,只比原件重4g。
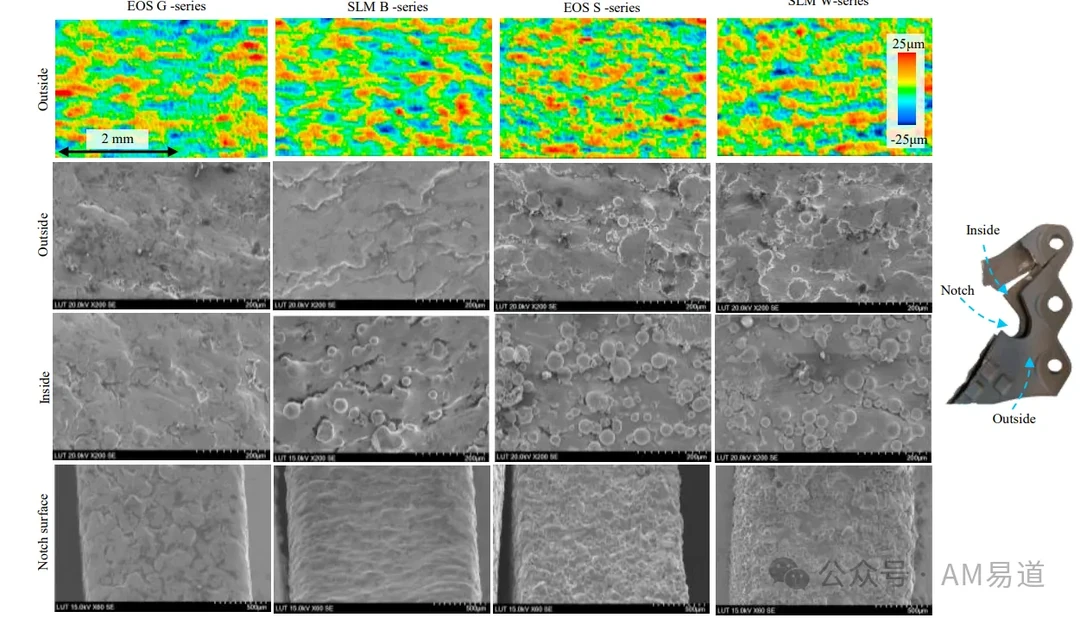
实验分四组跑。 设备用了EOS(层厚40μm)和另一种没说品牌的SLM设备(层厚60μm)两种,后处理走玻璃喷丸和陶瓷介质喷丸两条路线,形成四种组合。
所有试样统一做800°C真空热处理,孔位机加工。
结果拉开了明显差距。
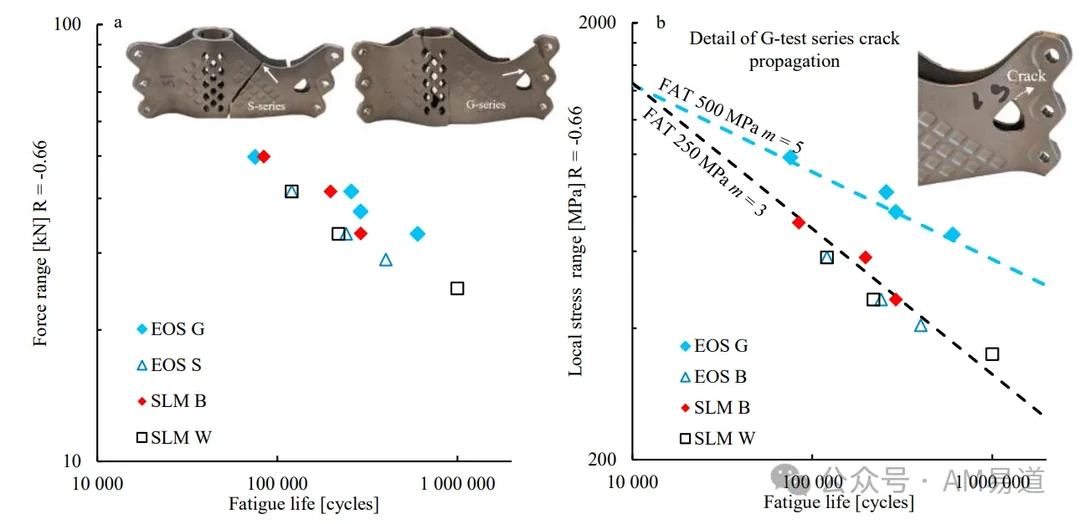
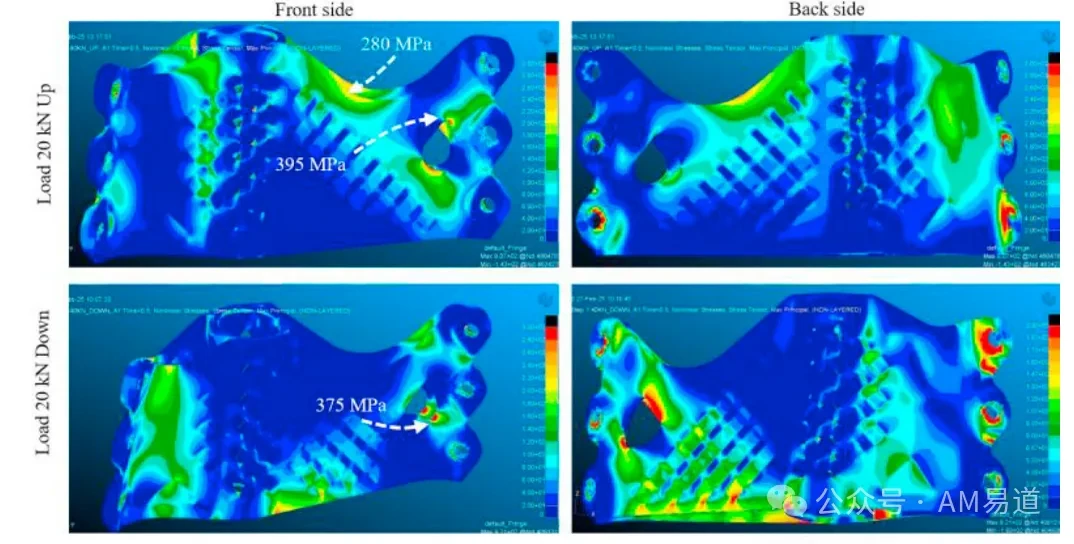
EOS设备配合玻璃喷丸是优胜组,按局部应力折算,疲劳强度是其他三组的两倍。
连疲劳曲线的衰减速率都不一样,感兴趣的读者可以自行阅读原文。
差距从何而来? 研究从三个角度拆解了原因。
一是残余应力差异巨大。
玻璃喷丸试样表面压应力平均达到-675 MPa,而陶瓷喷丸只有-268 MPa,相差超过一倍。
喷丸覆盖率决定成败。
SEM观察显示,优胜组的内外表面都获得了高覆盖率喷丸处理,而其他三组的内侧表面几乎没有被有效处理到。
失效位置随之转移。
优胜组的裂纹起源于朝下的凹槽处(该处表面质量本就较差),而其他系列从部件顶部边缘的缺陷处起裂。
充分的喷丸把原本的薄弱环节兜住了,失效被迫转移到次弱位置。
四组试样相对密度均超过99.9%。缺陷以小气孔(≤30μm)和少量未熔合(≤50μm)为主,分布稀疏。
需要注意的是,未熔合缺陷沿扫描平面排列,当载荷方向平行于打印方向时,可能成为内部应力集中源。

文章最终结论指向明确:
该飞机部件在40kN拉伸叠加26kN压缩载荷下才发生断裂,远超设计要求的±20kN/-13.2kN循环35000次。
L-PBF钛合金用于航空结构件,技术上完全可行。
研究的一句话智慧是:
喷丸必须做到高强度、全覆盖,否则性能差距可达一倍。
 点赞
点赞
 反对
反对
 收藏
收藏
 分享
分享


AM易道
读懂3D打印卓越与演变之道
 标签
标签
 近期热门
近期热门












 读懂3D打印卓越与演变之道
读懂3D打印卓越与演变之道